堆焊焊条型号及其用途
焊接是该地区非常重要的产业。
在许多工程建设中发挥着不可替代的作用。
这是通过具有高效益且真正物有所值的产品来实现的。
而焊接的原材料本质上就是一堆焊条。
那么,堆焊的例子有哪些呢? 各个模型的用途是什么? 现在我就给大家详细的介绍一下。
叠焊Livio模型及其用途
I、D102低中锰锰钢钢焊箱
型号:Edpmn2 - 3
说明:普通-中锰锰钢焊接行程,两用通,电弧牢固,不易残留。
用途:用于焊桩或修补低碳钢、中碳钢及低落差钢的打磨首选。
Actus焊接密度HRC:≥22
标准:Edpmn2- XVI
说明:普通-中锰锰钢钢钢焊接行程,通讯双Us(70v高压70v)。
用途:用于焊桩或修补低碳钢、中碳钢及低落差钢的打磨首选。
焊接法HRC:≥22
型号,edpmn2-XV d10<型号:edpmn2-XV
说明:常规-中合金锰钢钢对焊行程经过车削和回流焊。
用途:用于焊桩或修补低碳钢、中碳钢及低落差钢的打磨首选。
堆焊硬度HRC:≥22
4、D112铬钼钢堆焊焊条
型号:EDPCRMO-AL-03
< P> 描述:铬钼钢堆焊行程、双手柄换刀、牢固电弧和剩余工具。 用于磨削低碳钢、中碳钢和低废钢,制造矿山机械和农业机械。
焊桩HRC:≥22
标准:edpmn3-16d126
说明:普通-中锰钢锰钢钢焊接行程,通讯双Us(70v高压70v)。
用于堆放废旧低碳钢、中碳钢和低碳钢,如汽车、行走主动轮、搅拌机等。
堆焊硬度HRC:≥28
6、D127低合金锰钢堆焊箱
型号:EDPMN3-15
描述:普通-中合金锰钢板焊接行程,交叉直流。
用于堆放废旧低碳钢、中碳钢和低碳钢,如汽车、行走主动轮、搅拌机等。
叠焊HRC:≥28
P>以上D>P>P>以上D>P>SECRET JACK名称六笔并叠,叠。而焊带的描述也有关于桩焊件的,并且还从专业的角度提供了桩焊带的硬度HRC。
相信大家对这六堆焊条已经有了详细的了解。
我们看不到有不同类型的叠焊在不同的场合卡住。
如果使用不当,就达不到最初的预期效果,所以消费者当然要先使用再购买。
小号兔为您提供“各种装修报价,1-4个局部解决方案”,装修3个装修? 点击此链接:[https://www.to8to.com/yezhu/zxbj-cszy.php?to_from=seo_zhidao_m_jiare&wb],即可免费获取~
电焊工手工堆焊,焊一公斤焊条需要多长时间
焊工手工焊接作业时,使用直径为3.2mm的焊条时,可考虑焊条包的重量。通常,一包焊条重 5 公斤,大约相当于 120 根焊条。
由此计算,一公斤焊条大约可以折算成24根。
如果焊接速度每分钟能完成两根焊条的焊接,那么焊接一公斤焊条大约需要12分钟。
该计算基于标准焊接条件,包括焊接技能水平和设备性能。
当然,在实际操作中,焊接时间可能会因焊接技巧、焊条质量、焊接环境等因素而有所不同。
焊工在实际操作中需要根据具体情况进行调整,以保证焊接质量。
焊接是一项需要精确控制的技术,不仅需要熟练的操作技能,还需要对焊接材料和焊接环境有深入的了解。
焊工在焊接过程中需要注意焊接参数的选择,如焊接电流、焊接速度等,以保证焊接质量。
控制焊接时间是焊接过程中的一个重要指标,合理的时间控制可以提高焊接效率,减少焊接缺陷。
需要注意的是,焊接时间的长短直接影响焊接效率和成本。
在实际生产中,焊工需要根据焊接任务的具体要求和生产效率的需要合理安排焊接时间,以达到最佳的焊接效果。
另外,延长焊接时间还可能增加焊条的磨损,从而增加生产成本。
为了提高焊接效率,焊工可以采取一些措施。
例如,加强技术培训提高焊接技能、改进焊接参数保证焊接质量、改善焊接环境、减少焊接干扰因素等。
通过这些方法,焊工可以更有效地控制焊接时间,提高生产效率。
堆焊焊条如何使用
如何使用包裹电极:
使用外电极的使用主要分为三个阶段:制备,操作和完成。
详细信息如下。
1。
制备阶段:
确保工作表面干净并且没有油,生锈和其他杂质,以便可以焊接焊杆。
它与基本材料结合了很好。
请根据材料,焊接要求和工作条件选择适当的涂层电极。
根据焊杆的类型和工作条件提前干燥焊杆。
2。
操作阶段:
使用适当的焊接方法,例如手动弧线焊接,亚sar弧焊接,并根据特定需求调整焊接电流和电压。
启动闪烁焊接时,有必要使焊杆和工件之间的角度保持适当的角度,以确保弧的稳定性并减少底切。
焊接速度太快或太慢,无法避免较低的焊接质量,因此请与焊接速度保持一致。
当多层焊接时,有必要注意层之间的融合和结合,以确保每层焊接的质量。
3。
结束处理:
焊接完成后,等待焊接冷却至适当的温度,执行必要的后处理 - 清洗和抛光焊接。
我会做。
, 等等。
检查焊接的质量,并确保没有裂缝和毛孔等缺陷。
如果您需要随后的处理,例如热处理或机器处理,则需要根据相应的过程要求执行它。
为了确保焊接的质量和安全性,使用焊接电极需要一些技能和经验。
在使用过程中,有必要注意个人安全措施,例如戴着专门的保护眼镜,手套和工作服,以避免由焊接引起的火花和SPATTA造成的伤害。
此外,焊杆的存储必须符合相关法规,以避免水分和焊杆损坏。
堆焊是什么焊接方法
焊接焊接是一种特殊的电弧焊接技术,它主要用于将工件表面或边缘某些特性的金属层分开,例如。B.耐耐热性或耐腐蚀性。
与常规的焊接过程相比,焊接焊接的独特之处在于,它可以通过使用不同的阶焊接电极或磁通电极来实现层金属的组成和特性进行细微的调整。
有了这项技术,可以开发出不同的合金系统以使其适应不同的工作条件。
盖子的厚度可以更大,通常可以设置在230 mm之内。
实际上,表面技术非常重要。
它可以修复旧金属零件并延长其寿命,从而降低生产成本。
例如,在云南省,焊工使用手动弧焊接技术通过硬订单过程来修复Bulldozern的减少齿轮,这证明了该技术的实用性和有效性。
焊工在执行相关工作时必须拥有适当的操作证书,并每三年检查一次,以确保焊接的质量和安全性。
ARC手焊接是一种经常使用的焊接过程,以便焊接技术。
焊接是通过对电极的手动操纵来完成的。
电极照明焊接的操作技巧训练包括安全处理焊接设备,焊接材料和工具以及不同焊接位置的操作技能,例如一个方面的焊接和双方形成技术的操作技能。
此外,还有焊接方法,例如氧气乙二烯焊接和切割,浆质拱形切割等。
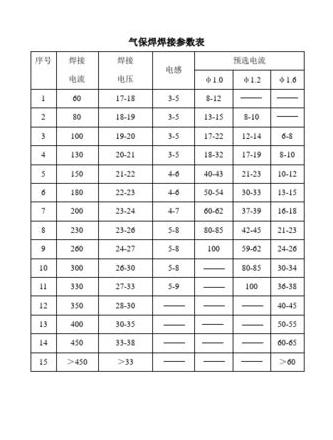
二氧化碳保护气体焊接是另一种焊接技术,在焊接顺序时经常使用。
它使用二氧化碳气体来保护熔融浴,并防止熔化的金属与空气保持联系,从而避免氧化。
此焊接过程适用于焊接不同位置,并且可以实现高质量的焊接接缝。
在订单焊接过程中,熔化焊接选项卡后形成的炉渣在熔融浴中保护金属并用冶金。
同时,产生的气体有助于维持弧的稳定性,减少滴滴滴并提高焊缝的质量。
通过调整焊接电流,可以控制焊接接缝形成的质量。
例如,如果使用直径为3.2 mm的电极用于施用,并且焊接电流逐渐从130安培增加到180安培,则可以观察到焊接接缝的差异。
简而言之,焊接焊接是一项重要的焊接技术,在各个行业中,尤其是汽车建筑,机器维护,建筑建筑以及其他领域的广泛焊接技术。
通过连续的技术培训和实践,焊工可以改善其表面技术,确保焊接质量,延长零件的寿命并降低公司的成本。