二保焊的电流电压调节技巧和方法
焊接的高生产率,对裂纹的良好抵抗力,小焊接的变形和广泛的适应性,反映了第二个保存焊接的所有优势。在调节第二次手动焊接的当前电压时,有必要注意焊接的特定情况,并且不可能简单地调整当前电压以解决问题。
特别是,当总是有焊丝末端的液滴形状的金属球时,这意味着焊接电压太高。
相比通过降低电源速度,调节电流或增加电压。
不匹配电流和张力可能会导致诸如焊接过程中的大量素描和声音不佳之类的问题。
调节当前和张力,这些问题自然会消失。
为了区分电流是太大还是太小,我们可以从不同方面进行判断。
当电压太高时,焊接线的融合速度将加速,电线无法保持并降低,但是它会很容易地通过薄铁片燃烧,并使声音更强。
当张力太小时,弓的点火不稳定,亮度不足,熔融速度会减慢。
调节当前电压时,应将其与适当的电线功率速度结合使用,以提高焊接效率。
教育工作者的程度会影响弓的推动力,但是对第二种保护焊接的影响较小,并且在氩气ARCO的电焊接和焊接中更为明显。
在焊接过程中,必须根据实际条件调整电线的张力,电流和出口,以保持三个之间的平衡。
如果电线的输出速度太快,电流电压增加,电线的上部现象不会合并会导致猛烈的飞溅和不一致的声音。
调节电流和张力,声音变得更加流畅,并且焊接过程更加流畅。
执行第二个焊接操作时,调试焊接参数尤为重要。
首先,根据基础焊接材料的厚度降低电源速度,调节张力和焊接电流,请确保电源速度正确,并且拱门可以方便地溶解焊接线。
焊接速度直接影响焊接质量。
更宽的焊接。
喷嘴和零件之间的角也会影响焊接效果。
而且焊接过程是稳定的。
通常,通过对当前和合理的张力和操作能力的调节,第二个焊接的优势可完全用于提高焊接的质量和效率。
二保焊怎样调电压与电流
第二个焊接电压和当前方法如下: 如果焊接电流恒定,电线馈电速度将更快,焊接深度将较小,并且焊接电压越高,焊接深度越小。电压和电源供应速度必须呈反相反。
如果焊接线为1 .2 ,则电压为1 8 V,通常只有控制器会移动。
大电流和小电压导致电线。
大电压和小电流引起许多飞溅。
至于声音,一旦进行了调整,控制器的电压较小,较大的飞溅和较大的电压。
较高的电流会增加熔化深度,但也增加了宽度。
调整第二焊接并保持焊接参数以调节电压和电流。
接下来,调节焊接电压将要求根据焊接基材料的厚度控制焊接电流。
电线进料速率在正确的时间进行调整(弧线可以熔化焊缝,并且非常舒适地融化)。
听声音,看着飞溅。
当它非常舒适地融化时,声音非常稳定,没有乒乓球的声音,越来越多。
2 焊接速度对内部质量和焊缝的外观有重大影响。
如果焊接速度太快,气体保护将不足,并且孔(例如孔)的缺陷将同时出现。
如果焊接速度太慢,熔体池将变大,焊接将更宽,并且由于过热而导致焊接金属结构将更厚或燃烧。
3 喷嘴和工件之间的角度是,如果喷嘴垂直于工件,飞溅将非常大,并且弧线将不稳定。
为了避免这种情况,您可以将喷嘴倾斜至1 0-1 5 度(不同的焊接位置和不同的焊接枪角),以确保正确形成焊接,并且焊接过程稳定。
二保焊是根据工件的厚度来调节电流吗,比如0.5工件用多大电流,1.0的又用多大,电流电压我会调
第二次恢复焊接根据工件的厚度调节电流和电压。除了合理的电压和电流外,对于薄板零件,例如0.5 至1 毫米。
最好将焊接板连接到底部,然后将焊接板连接到底部以将焊接板连接到底部。
二保焊焊接电流怎么调
1 )半自动气体保护的二氧化碳焊接过程此技术适合于具有大钢铁钢结构和合金高耐药性的各种工程项目的焊接。变形间隔,可以进行。
必须清洁芯片两侧3 0毫米以内的焊接。
2 当构造温度小于零度,或者碳钢等效量大于0.4 1 %,并且结构过于刚性并且物体厚度较厚,则必须采用预热的预热措施。
℃〜1 00℃,预热范围是板的厚度为5 次,但不小于1 00 mm。
3 当零件的厚度大于6 毫米时,以确保穿透性抗性,开放形状或X形的芯片,形状为6 0°边缘P为0〜1 mm,并且组件间隙B是0。
〜1 毫米; 这取决于焊接位置。
电压在1 8 到2 5 之间。
这主要取决于焊接的性能和所使用的焊接线的性能。
2 )如何调整第二焊接技术中的焊接电流。
焊接第二焊接的弧位:通常,拱门在初始焊接结束时以1 5 -2 0毫米的速度开始,通常从末端开始平衡。
温度,易于产生的温度,易于产生。
称为:引起拱门的预热方法。
底部。
通常,电流是粗糙而稀的,是第一和第二设备。
当前的。
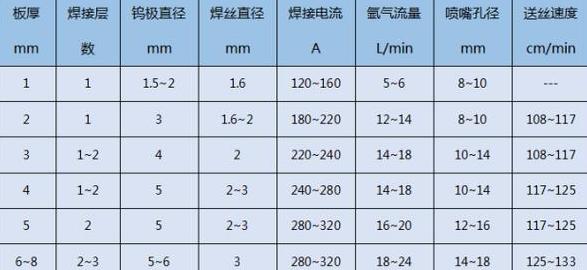
这取决于基本焊接材料的厚度。
3 )如何在左侧使用焊接技术,电流和电压很好地协调,拱门用于稳定燃烧。
焊丝直径。
其次,焊接技术:将焊接火炬稍低一点,然后打开最大的防护气体。
在手中更稳定。
二保焊的电流和电压怎么调才合适
如何调整第二焊接的电流和电压如下:当i <3 00a,u =(1 4 +0.05 i)±2 V时。当i> 3 00a(尤其是使用延长的电线)时,电压略高于u =(1 6 +0.05 i)±2 V。
例如1 选择焊接线2 00a,计算焊接电压如下:焊接电压=(0.05 x2 00+1 4 ±2 )v =(2 4 ±2 )V 2 如下:焊接电压=(0.05 x2 00+1 6 ±2 )v =(2 6 ±2 )v当焊接参数的误差时,请注意:首先调整电线馈电速度。
然后调节焊接电压,并且必须根据焊接基材料的厚度控制焊接电流。
在正确的时间调整了电线的速度(ARC可以溶解焊丝,溶解后非常舒适)。
听声音,看到耸人听闻。
如果它非常舒适地溶解,声音非常稳定,不会有乒乓球声音,并且轰动性的较小。
在确保焊缝被穿透(不是焊缝的含义)时,请尝试选择一个小的电流焊接,因为当电流太高时,使坦克融化很容易,而不仅仅是射击拼凑而差,而且还差的形状很差。
焊接速度:它对内部质量和焊缝的外观有重要影响。
如果焊接速度太快,气体的保护将是较差的,并且毛孔等缺陷将同时出现,则焊缝的冷却速度将增加,从而降低金属焊缝的耐力。
当焊接速度太慢时,熔炉变大,焊接变大,使金属结构更易于由于过热而燃烧或燃烧。
喷嘴和胚胎之间的角度:当喷嘴垂直于胚胎时,轰动的感觉将非常大,并且电源将不稳定。
为了避免这种情况,可以将喷嘴从1 0-1 5 度(不同的焊接位置和不同的焊接角度)倾斜,以确保焊接形成良好,并且焊接过程稳定。