二保焊的电流电压调节的方法是什么
不同的焊机有不同的电流和电压。二次焊接工艺焊接生产率高,抗裂性能好,焊接变形小,适应变形范围广。
二次保护调节焊接电流和电压的方法不同,不同的焊机电流和电压也不同。
以下是调节二次焊接电流和电压的两种基本方法: 焊丝末端始终有水滴状的金属球,表明焊接电压较高,此时焊丝的速度应在焊丝干燥并延长焊接时间时加快电流的增加或降低焊接电压。
如果太短,可以正常焊接,但如果稍长,就会出现抬丝现象,说明此时的焊接电压、电流应通过降低送丝速度来减小,或者增大焊接电流电压。
这是二次焊接电流和电压不匹配时出现的唯一两个问题,当然,还包括喷雾大和声音难听的问题,这些问题都会消失。
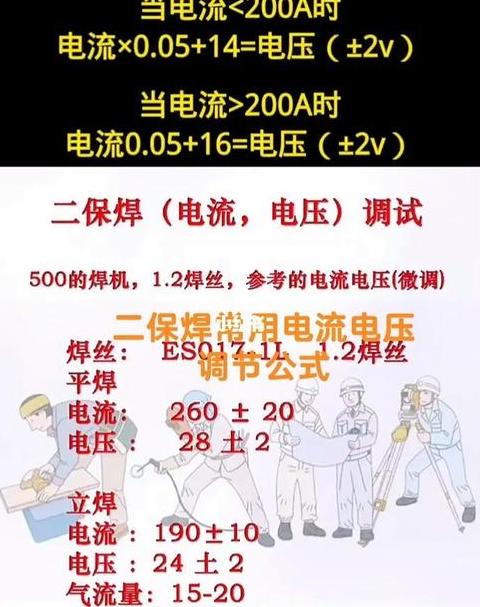
焊接电压的计算方法是什么?如果要在特定电流范围内进行焊接,焊接电压可以通过以下公式得出:焊接电压=14+(0.05×焊接电流) 示例:量是多少200A电流焊接时需要多少焊接力? 14 + (0.05 x 200) = 14 + 10 = 24 伏。
将带有小焊接间隙的一端放在底侧。
焊枪在坡口两侧作小幅横向摆动,并在坡口两侧停顿一段时间,以控制坡口处的电弧。
当坡口底部熔孔直径为3~4mm时,进行正常焊接。
焊接时,根据间隙和焊孔的变化,调整焊枪的摆动幅度和焊接速度,尽可能保证焊孔直径保持不变,并保证焊道光滑。
。
焊接完成后,清理焊缝表面。
填充焊枪呈月牙形或锯齿形摆动。
注意熔池侧面固结,保证焊道表面光滑,焊后第二填充层焊道应低于焊缝金属表面1.0~1.5mm,避免焊缝边缘熔化。
口,造成焊缝咬边或覆盖层偏斜。
二保焊怎样调电压与电流
二次焊接时调节电压、电流的方法如下: 1. 当测量电流保持恒定时,增加送丝速度会导致其深度减小,增加电压也会产生同样的效果。焊接深度越浅。
2、电流不变时,电压和送丝速度应反向调节。
例如,使用直径为1.2毫米的焊丝,合适的电压为18伏左右,送丝速度为每分钟60厘米。
调整设备时,通常只调整电压。
3、电流增大时,如果电压太小,焊丝会被拉断; 调整时必须避免这两种情况,以保证焊接过程的稳定性和焊接质量。
4、调整二次焊接的电压和电流时,应注意以下建议:先降低送丝速度,然后调整焊接电压。
焊接电流应根据焊接材料的厚度来制定。
当送丝速度合适时(电弧很容易使焊丝松动,放卷过程顺利),可通过听声音、看闪光来判断调节是否到位。
5、焊接速度对焊缝的内外质量影响很大。
焊接速度过高会造成气体阻力不足而产生孔洞等缺陷,同时冷却速度加快,使金属和塑料的强度降低。
如果焊接速度太慢,由于焊缝金属组织的原因,熔池太大,焊缝会因过热而变宽。
6、蒸汽与工件的角度也会影响焊接过程。
当喷嘴与工件垂直时,飞溅增加,电弧稳定性差。
为了避免这些问题,喷嘴可以向后弯曲10至15度,这有助于确保良好的焊接过程和稳定的焊接过程。
应该注意的是,不同的焊接位置可能需要不同的喷嘴角度。