2.5焊条用多大电流
对于直径为2.5毫米的焊条,理论焊接电流安培在50-80安培范围内。薄板需要根据不同的焊接位置来匹配焊接电流。
2.5焊条 应根据焊条的种类确定焊机的电流大小: 1、碳钢焊条的焊接电流调整为100A左右,不锈钢焊条的焊接电流稍低。
2、焊接方管2.5焊条电流:60-80。
焊机的总输入功率除以输出电压就是输出电流,此时没有损耗。
焊条是覆盖有用于电弧焊的涂层的熔融电极。
它由两部分组成:涂层和焊芯。
焊条前端的药皮有45°左右的斜角,有利于引弧。
尾部有一根裸露的焊芯,约占焊条总长度的1/16,方便握持焊钳和导电。
2.5焊条焊薄料电流调整到多少
理论焊接电流安培范围为:50~80。根据焊接位置的不同,2.5mm直径焊条的焊接电流组合如下:平焊,60A~80A。
立焊,50A~70A。
卧式焊接,55A~70A。
仰焊,45A~65A。
焊条是覆盖有用于电弧焊的涂层的熔融电极。
它由两部分组成:涂层和焊芯。
焊条前端的药皮有45°左右的斜角,有利于引弧。
尾部有一根裸露的焊芯,约占焊条总长度的1/16,方便握持焊钳和导电。
薄铁片可用低温火焰或电烙铁焊接。
例如,用电烙铁焊接时,使用WEWELDING88C焊丝,该焊丝对于薄铁板和88c-F焊剂具有特别好的焊接性能。
可以使用电烙铁进行焊接。
利用一切可以利用的热源将母体焊接部分加热到200度左右,依靠母体的热传导将焊锡丝熔化成型。
在铸造过程中,WE88C-F系列的效果非常好。
始终保持。
注意不要故意用火焰来燃烧它。
对于焊锡丝和助焊剂来说,添加热源很重要,以避免妈妈体温突然升高或过热。
电阻焊的优点:熔核形成时,始终被塑料环包围,熔融金属与空气隔绝,熔炼过程简单。
加热时间短,热量集中,因此热影响区小,变形和应力也小,焊后通常不需要安排调整和热处理工序。
不需要焊丝、电极等辅助金属以及氧气、乙炔、氢气等焊接材料,因此焊接成本低。
操作简单,易于实现机械化、自动化,改善劳动条件。
生产率高,批量生产时无噪音、无有害气体,可与其他生产工艺一起集成到流水线中。
然而,闪光对焊由于产生火花而需要隔离。
2.5的焊条调多大电流
2.5焊条焊接电流调节至80A-110A。
如果胶水在所有位置(包括水平、水平、垂直和向上位置),则所选硬币的胶水值必须是该硬币的整轮值,通常是垂直实体值。
当焊接固定在铲子的水平管上时,使用每个位置的焊接电流,并使用垂直接头的坚固性作为电流焊接值。
不同品种的葫芦杆,不同的涂胶过程需要不同的规格。
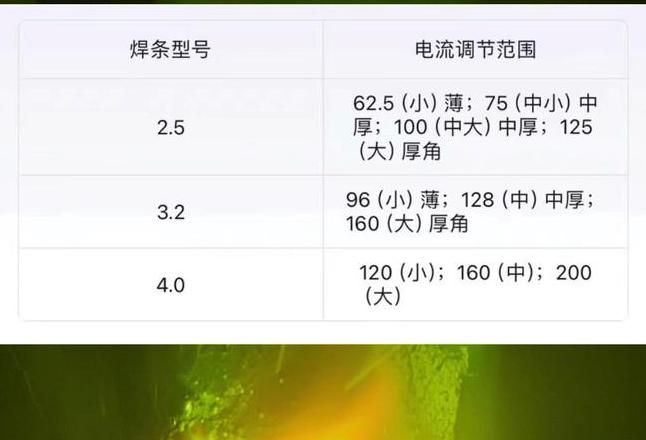
例如,电焊机组装2.5焊条时,其电流调整为115-130A左右。
3.2焊接电极,电流可调节至145-175A。
4.0焊条,焊接电流可调节至180-210A左右等。
一般情况下,焊条尺寸越大,焊接电流越大。
根据粘合层选择当前值:一般情况下,基础层使用较小的货币值,饱和层使用较大的货币值,覆盖层使用当前值相对较小。
例如,焊接平面接头时,通常采用多圈、多道焊来打开裂纹。
5 调整运行的粘杆的正确方法
5 调整蓝色杆的正确方法是将电流调整到144度。
因为这个型号2和5这样代表了2点50分的时钟界面,界面显示时针在两点钟前4分钟,分针在10点钟方向,两针在同时。
度
焊条直径 焊接直径通常根据部件的厚度和焊接位置来选择。
对于平焊,电极直径可以较大。
立焊焊条直径不宜大于5mm,第一层焊接坡口为3.2~4mm。
2.5焊条电流一般调多大
电流调整大小一般为:根据焊条的类型等因素选择合适的焊接电流值。电流与板厚和焊丝直径成正比。
I=(35~55)d 其中d为焊条直径。
本题中焊条直径为2.5mm,因此焊接电流值应选择在87.5~137.5A之间。
根据焊接方式和位置选择焊接电流:140A(仰焊)、140-160A(立式对接、卧式对接)、全位置焊接(包括卧式、卧式)大于180A(平式对接)水平位置、垂直向上)选择的焊接电流值应为循环电流值,一般为垂直焊接电流值。
焊接固定水平管道的对接时,采用所有位置的焊接电流,通常采用垂直对接的焊接电流值。