用二保焊,焊东西,角焊,10个管子皮,多大电流多大电压
二次焊接电流和电压虽然与材料的厚度有关,但更重要的是与焊丝的粗细直接相关。下次你问的时候,记得告诉你的朋友焊锡丝有多粗。
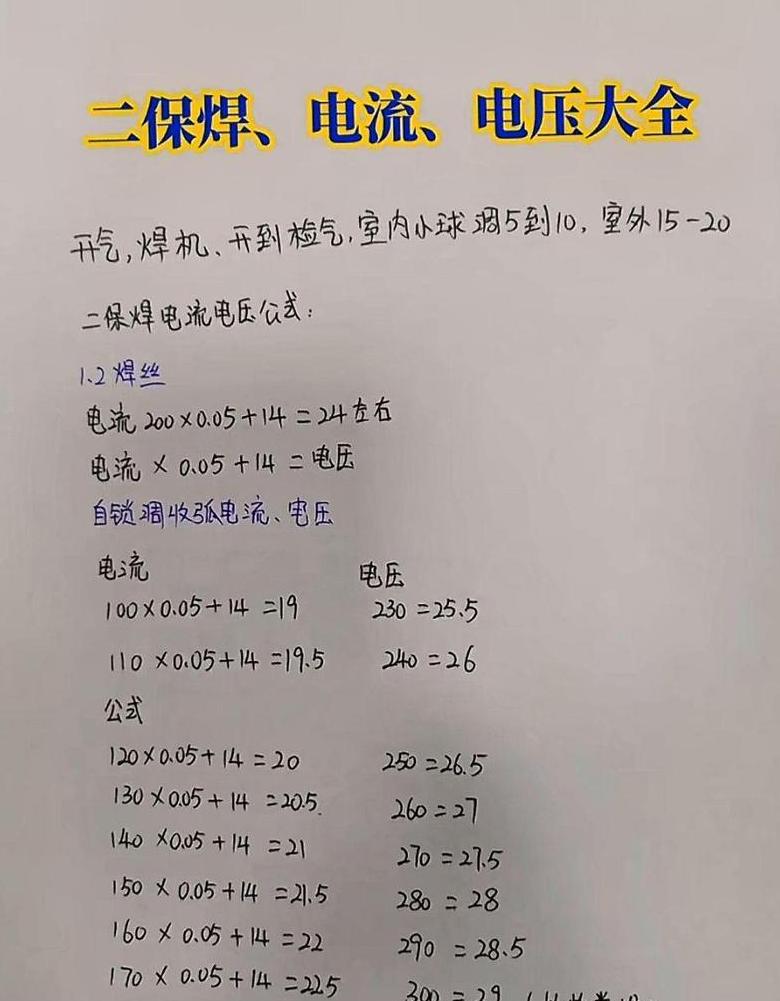
例如,焊丝直径为1.2mm,则约为230A,23.6V,如果不合适,可以调整。
1、确定焊接电流后,需要通过计算电弧电压公式U=14+0.05I(焊接电压U;焊接电流I)来确定焊接电压。
由于存在焊接电流,最终的焊接电压必须通过实际焊接来确定。
焊接电路中的电压降和不同的工艺要求也会影响焊接电压。
2、在一定的焊接电流条件下,焊接电压越高,焊缝展宽(展平)越宽,熔深越小,反之,焊缝高度增加,熔深也越小。
较小。
增加。
二保焊接10mm厚的板1.2的焊丝问用多大的电流电压焊的好有快
当10毫米厚的板材拼接在一起时,应制作斜角。基极电流必须很小,以避免焊料击穿。
电流120~140A,电压20~22V。
240~280A,电压26~28V。
当然,平焊电流横焊不能超过200A,立焊不能超过120~140A。
希望我的回答对您有用,如果您满意,请点击采纳~
十个板二保焊电流?
您好,10mm厚(平焊)二次焊接电流为180~200A,电压19~21V。二保焊电流电压参考表?
二次焊接电流电压参考表如下:
当负极焊丝直径为0.8mm时,电流约为150-200A,电压约为20-23V - 当焊丝直径为1.0mm,电流约为200至250安培; ,电压约为23-26V; -焊丝直径为1.2mm时,电流约为250-320A,电压约为25-30V; - 焊丝直径为1.6mm时,电流约为320-400A,电压约为28-32V。
扩展信息:
电流和电压参考表可能因不同国家、不同标准和不同焊接材料而异。
CO2保护焊是一种使用二氧化碳作为保护气体的焊接方法。
在应用方面,工艺简单,适合自动焊接和全方位焊接。
焊接时应无风,适合室内作业。
焊接方法。
(有时也使用CO2+Ar的混合气体)。
在应用方面,工艺简单,适合自动焊接和全方位焊接。
焊接时抗风性能较差,适合室内作业。
由于其成本低廉且易于产生二氧化碳,被许多大大小小的企业广泛应用。
由于二氧化碳气体热物理性质的特殊作用,使用传统焊接电源时,焊丝末端熔融金属无法形成平衡的自由轴过渡、短路和短路现象。
颈部爆炸通常需要熔滴,因此,与 MIG 焊接的自由过渡相比,飞溅较多。
但是,如果使用高质量的焊机并且参数选择得当,就可以实现非常稳定的焊接过程,并将飞溅减少到最低限度。
由于所用保护气体价格低廉,采用短路过渡时焊缝成形良好。
与含有氧化剂的焊锡丝结合使用,可获得无内部缺陷的高质量焊点。
因此,这种焊接方法已成为黑色金属材料最重要的焊接方法之一。
焊接烟雾是金属和非金属材料在极热条件下氧化、冷凝而形成的。
因此,焊接烟雾的化学成分取决于焊接材料(焊丝、焊条、焊剂等)和被焊材料的成分以及蒸发的难易程度。
将生产焊接材料不同成分和待焊材料焊接时产生不同成分的焊接蒸气。
筒式便携式焊接烟雾净化器将通用吸臂引导至焊接烟雾产生点。
通过系统产生的负压,将焊接烟雾中产生的粉尘和有毒有害气体吸入净化器并收集。
滤筒式移动焊接烟雾净化器应用范围广泛。
它舒适、灵活且易于移动。
可以满足不同的灵活工况。
高负压焊接烟气除尘器将直径50mm的软管直接连接到焊头。
焊机运行时除尘器工作,焊机停止时除尘器停止。
这确保了在使用最小量的空气的同时有效地处理焊接烟雾。
此外,高负压烟尘除尘器可连接长达20米的软管,并可有效连接自动焊机机头。
它克服了需要手动移动移动吸臂的缺点。
现在我们已经实现了自动化,网络净化效果明显。