氩弧悍一般焊接管道用多大电流
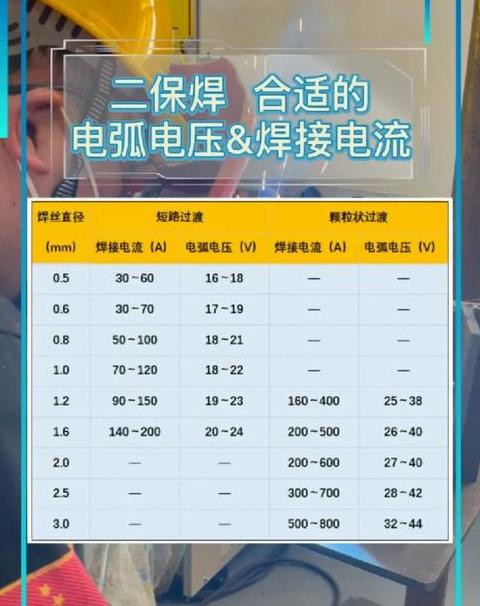
钨极电弧焊的规格参数主要与电流、电压、焊接速度和气缸流量有关。其余参数如喷嘴加长喷嘴的长度,通常取钨极、钨电极直径的1-2倍,焊接距离(弧长)通常取电极直径的1.5倍。
尺寸等再次选择。
一般来说,不锈钢电弧焊规范如下: 电流种类及厚度 焊接电流(a) 气焊电流(A) DOA -804-5φ1。
银白橙黄绿蓝蓝绿蓝紫-绿灰氧化钛氧化钛
氩弧焊焊簿料电流多少
关节形式焊接厚度钨电极直径焊接线直径焊接电流焊接速度氩气流量源类型(mm)(mm)(mm)(mm)(a)(m/h)(m/h)(l/min)(l/min)对接1.021.635 333〜8 AC对接连接器1.02 1.630〜607〜283〜8 DC正屁股关节1.221.650153〜8 DC正屁股关节1.521.645〜858〜313〜8 AC接头1.521.640〜755〜193〜8 dc正阳性 极端关节连接器1.021.640 ~606 ~83 ~8 AC角关节连接器1.02-45143 ~8 AC T形连接器1.521.640 ~604 ~604 ~53 ~5 8 AC 2。上面是我给您的参考数据。
例如,您可以在此范围内自己执行此操作,例如,如果圆角接头线的直径为空,则可以选择约1.6或2.0。
3。
不要对焊工考虑太多。
如果没有直流交流电,那就很好。
如果DC阳性电极被严重燃烧,则将燃烧钨电极。
如果是这样,您可以使用直流反极性,但电流会不同。
手工钨极氩弧焊,焊接1_厚的不锈钢方管时多大电流配多大?
焊接参数:手动焊接:2mm钨电极直径,1.6mm焊接线直径,焊接电流7〜28A,氩气流3〜4L/min; 焊接电流50〜80A,5L/min氩气流