可以用钨极氩弧焊焊接铝吗?
可以,但是效果不好
如果使用氩气,常规操作方法无法焊接铝如果使用氩气并正确连接钨电极,可以焊接铝,但是钨电极会很快燃烧。
临时使用还是可以的,特别是电流比较小的时候,比如50A以下。
当然,最好是使用交流氩焊机。
使用逆变直流氩焊机焊铝时,应在冷却水前加一根细钨棒引弧。
可用于焊接一厘米左右的铝板。
补充信息
铝焊最大的问题是焊接氧化,除了专用铝焊机外,还采用其他氩气焊机进行焊接。
。
,由于没有针对铝氧化的特殊防护措施,即使采用无力焊接,焊接质量也难以保证,所以最好不要使用。
铝焊接一般需要交流方波 一般标有WSE的焊机可以用于铝焊接,而WS则不能。
逆变直流氩弧焊机实现电弧稳定:交流方波动态电抗控制、清洗宽度连续调节功能。
省电:交直流氩焊机节能电路设计,焊接完成1分钟后自动切断主电源。
逆变直流氩弧焊机主要适用于焊接铝、铝合金、铜、钛等有色金属以及不锈钢、碳钢等。
由于它在交流输出时具有获得交流方波电流的能力,因此在焊接铝及铝合金时减少钨电极的烧损和控制母材的清理过程方面有很大的提高,提高了焊接质量。
焊接质量。
采用钨极氩弧焊焊接铝合金时采用的方法为
使用钨极电弧焊焊接铝合金的方法是交流电源。
交流电源焊接时,正半波电子发射能力强,电弧稳定。
在负半波时,阴极发生雾化,熔池表面的氧化膜能及时消除。
因此,交流电源主要用于焊接铝。
铝及其合金具有熔点低、导热性好、线膨胀系数大、易氧化、耐高温能力低、固-液转变过程中几乎不变色等特点。
焊接有一定难度。
最大的问题是铝合金的焊接表面有一层致密的氧化铝薄膜,熔点为2050℃,而纯铝只有660℃。
在焊接过程中,这种不溶性氧化膜很容易在焊缝中造成夹渣,因为氧化膜不导电,影响焊接电弧的稳定性,同时氧化膜也会吸收; 一定量的清澈的水。
它们会在焊缝中造成气孔。
因此,焊接前必须去除氧化膜,但焊接过程中铝在高温下会继续氧化。
因此必须采取措施破坏和去除氧化膜,使焊接能够顺利进行。
例如气焊采用气焊粉,TIG焊采用交流焊等。
焊接铝合金的注意事项有哪些:
1. 在焊接铝合金之前,需要清洁铝合金表面无油污、灰尘等,可以使用丙酮清洁铝合金焊点表面。
厚的铝合金板也应先用钢丝刷清洗,然后再用丙酮清洗。
2. 如果可以在比较之后对板进行预热,则可以防止预热不足导致焊接不完整。
闭合电弧时,必须使用小电流来闭合电弧并填充空腔。
3. 焊接时应规范操作,根据板材厚度进行焊接。
4. 焊枪电缆不能太长。
交流钨极氩弧焊机焊铝合金如何调节及操作注意事项?
钨极氩弧焊技术操作规程(标准B) 1.主题和适用范围 本标准规定了钨极氩弧焊操作规程。本标准适用于我厂结构件钨极电弧焊 标准 YB/JQ101.10 钢铁企业机修设备制造通用技术条件 焊接构件 3、焊前准备 3.1 熟悉图纸和工艺要求并明确焊缝位置及技术要求。
3.2准备焊接设备、氩气及劳动防护用品。
3.3 检查设备 3.3.1 检查焊枪是否正常,接地线是否可靠。
3.3.2 检查水路、气路是否畅通,工具、设备是否完好。
3.3.3 检查高频引弧系统、焊接系统是否正常,电线、电缆接头是否可靠。
对于自动焊丝氩弧焊,应检查调节机构和送丝机构是否完好。
3.4 根据工件材质选择极性,连接焊接电路。
一般材料采用直流正接,铝及铝合金采用反接或交流供电。
3.5 检查焊接坡口是否合格。
沟槽表面不应有油污、铁锈等。
焊缝两侧200mm范围内应清除油污和锈迹。
3.6 对于使用轮胎模具的,应检查其可靠性,对于需要预热的焊接部位。
需要,检查预热设备和温度测量设备。
4。
根据焊接过程4.1程序要求选择填充金属,或通过过程测试确定。
填充金属不应具有油污渍或锈斑,并且应将焊丝拉直,并应将电线包裹在线轴上。
4.2根据过程要求或实际条件选择电极。
4.2.1水龙头电极通常用作电极; 电极的尺寸应视为电流和板的厚度,电极的直径应尽可能小。
2.2手动焊接钨电极的膨胀长度为5–10 mm。
4.2.3钨端应抛光。
末端的末端随电源变化的尺寸而变化,直流是frustam形状的,电流越小。
锥度越高。
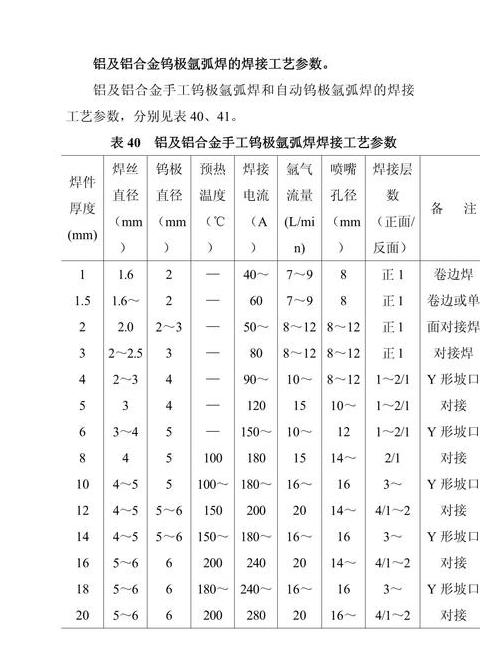
4.3通过程序测试确定焊接电流,电压和气流流量。
对于带有12–20毫米光圈的喷嘴,流速通常为12-15升/分钟。
4.4根据规定的焊接过程参数调整机器。
4.5在手动焊接过程中,喷嘴和工件之间的距离应很小。
钨电极的中心线和工件通常应放在80o-85o上,并喂入电线均匀且准确,并且在熔化时不应中断氩气的流动。
4.6在手动焊接过程中,应保持一定的电弧高度,并且焊接枪均等。
4.7线电极自动氩电弧焊接,焊接端与焊件的距离为0.8-2mm。
薄板对接焊缝采用起弧板和灭弧板,周边焊缝采用钢夹防止变形,焊缝首尾搭接10~20mm。
4.8 焊接时应注意焊缝表面颜色,以评估氩气的保护效果;对于不锈钢,最好不要呈银白色和金黄色。
4.9 电弧熄灭后,焊枪应在焊缝上保持3~5秒,待钨极熔池区冷却后,方可移开焊枪并关闭氩气。
4.10 焊后检查焊接件。
5、焊接过程中或焊后发现的缺陷应予以修复。
5.1如发现缺陷,应首先分析原因,并找出裂纹的起点和终点。
5.2 关键焊缝同一部位的修补不得超过两次,两次以上的修补必须经主管部门批准。
5.3 当三分之一以上焊缝不合格时,应修复全部焊缝