请问三相惠德zX7一400Amos电焊机电流调不起来不稳是什么原因
汇德ZX7-400MOS-FET场效应管逆变焊机,焊接电流无法调节且不稳定,原因如下: 1:焊机质量问题。小品牌焊机价格战的主要焦点是节省焊机的主变压器、滤波电容、输出电抗器等。
由这个因素引起的问题是无法解决的。
2:输入线径太细。
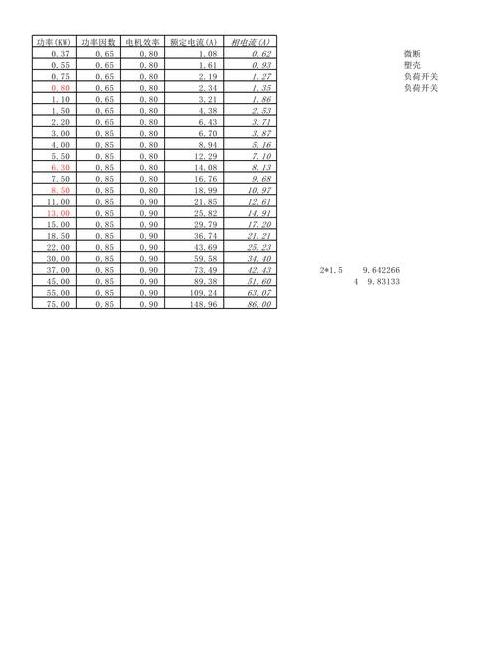
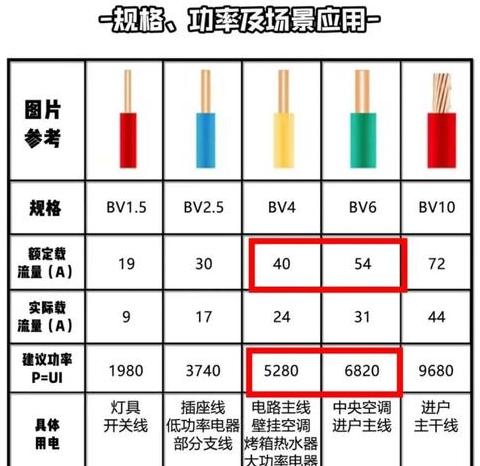
焊机输入线不应小于4平方米的铜芯电缆。
如果焊丝直径太细,焊机的输入能力不足,可能会导致焊接参数无法调节、不稳定。
3:输入线太长。
输入线不应超过5米。
如果输入线太长,输入电压会明显下降。
由于输入电压不足,焊接参数也无法调整,变得不稳定。
4:输出线线径太细。
焊接电流是指从焊接电路流向焊机的电流的安培数。
如果焊丝直径太细,则达不到实际焊接电流。
同时,焊接电流负载率降低,导致焊接参数得不到调整,焊接变得不稳定。
5:焊条受潮。
焊条应根据具体类型(酸性、碱性、黑色金属、有色金属等)适当放入焊条烘干炉中烘干,然后放入焊条保温筒内保存需要温暖。
, 由于电极涂层潮湿焊接电弧会变得不稳定。
存在焊接参数无法调整且不稳定的错误决策。
6:为了便于展示,输出电缆是盘绕的。
如果输出线是盘绕的,就会形成很大的电感。
导致焊接电流无法调节且不稳定。
7:极性连接问题。
直流正接方式电弧稳定性差,吹弧力强,飞溅大。
不常用。
正确的连接方法是:直流反接(地线夹接负极-焊钳接正极)极性。
8:推力电流过大。
除立焊、立角焊、仰焊、仰角焊和小电流焊接外,可加少许推力电流,促进电弧熔滴向液态金属转变。
增加圆弧推力补偿功能。
在其他情况下,建议焊接时关闭推力电流。
推力电流越大,电弧稳定性越差。
这将导致更大的不稳定性并且无法调整焊接参数。
9:技术问题。
初学者手腕灵活性、腕力、臂力不足。
焊接电弧存在高低波动,也会引起焊接电流和焊接电压的波动。
这就给人一种焊机输出参数bar I无法连接、不稳定的错觉。
瑞凌焊机常见故障-ZX7-400电焊机电流输出不稳定是什么原因
1、检查外部电源是否波动较大。2. 地线与设备连接是否牢固。
3. 问题可能出在焊机本身基于 PWM 电路周围的电压调节时。
当出现大电流、无正当理由的故障时,应从几个方面进行检查: 1、电流电位器接地端接触不良或断线; 2、负反馈信号因霍尔效应而丢失,信号劣化,输入到PWM电路末端的控制信号,根据调节电位器的给定值保持不变。
PWM控制芯片损坏。
尽管输入发生明显变化,输出脉冲宽度仍然处于最大值。
但对于反馈信号与输出之间隔离度较差的模型,应予以考虑。
直流电焊机电流不能调到最小
尝试在电路板上的电流反馈电路中找到调节电流反馈量的电位器(从分流线开始向电路板的接口寻找。找到这个电位器后,可以在焊接时慢慢调节,以增加)。
流反馈量可以使流变少。
逆变电焊机的 电流调节和推力调节 调到0了,还是最大值,是什么毛病,谢谢。
检查电位器是否有故障。逆变焊机的电流是通过改变电位器内置电阻来调节的。
电阻越小,电流越大。
如果电位器出现故障,电流往往无法调节!