氩弧焊摇把焊电流调到多少合适
TIG 焊接电流的选择取决于具体的工件和焊丝材料。一般来说,焊接薄板时采用较小的电流,焊接较厚的工件则需要较大的电流。
以下数值仅供参考:薄板; 焊接 1.6 毫米钨棒时。
中等厚度工件的电流为 15-50 安培; 2.4mm钨棒; 对于较厚的工件,3.2 毫米钨棒的电流在 120-300 安培之间。
调整电流时 焊接速度; 必须考虑角度和材料,焊接速度太快或太慢都会影响质量,错误的角度会影响完整性。
目前不同材料的焊接要求也不同, 需要根据具体情况进行选择。
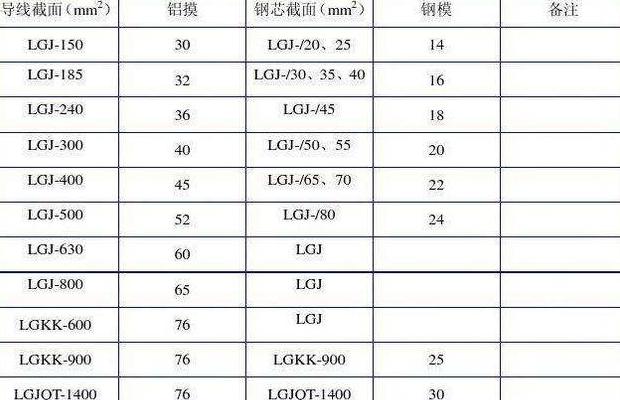
氩弧焊电流参数表
氩弧焊焊接参数的选择:
电弧焊的工艺参数主要包括焊接电流的类型和极性。
焊接; 钨电极直径和端部形状以及保护气体流量。
ETC。
用于自动钨极电弧焊; 它还包括焊接速度和送丝速度。
脉冲钨极电弧焊的主要局限性是 Ip、 TP Ib,tb,fa
脉冲幅度比RA=Ip/Ib; 脉冲电流占空比Rw=tp/tb+tp
(1)钨极氩弧焊工艺参数
1)焊接电流的类型和大小一般根据工件材料选择,焊接电流的大小决定焊接熔深最重要的参数是。
它根据工件材料、厚度、接头形式、焊接情况而定。
选择焊工的位置,有时还有焊工的技术水平(钨极氩弧焊)等因素。
2)钨电极直径和端部形状根据焊接电流的大小和电流的类型来选择钨电极直径。
黑洞的形状是一个重要的过程参数。
根据所用焊接电流的类型,使用不同的端部形状。
尖端角α的大小即为钨电极的允许电流; 影响起弧和稳弧性能。
表 1 列出了不同尖端尺寸的钨电极的推荐电流范围。
小电流焊接时, 采用小直径钨电极和小锥角,在大电流焊接时易于燃烧且稳定。
通过增大锥角,可以避免尖端过热和熔化; 防止向上生长并影响阴极斑点的稳定性。
表1 钨电极尖端形状和电流范围(直流正接)
钨电极尖端角度对焊缝熔深有一定影响。
和宽度。
当锥角减小时, 焊缝熔深减小, 相反, 熔深增加,焊缝宽度减小。
3)一定条件下的气体流量和喷嘴直径。
气体流量和喷嘴直径为最佳范围; 此时气体保护效果最佳,有效保护区域最大。
。
气体流量太低,气流张力差,排除周围空气的能力弱,防护效果差;流量太高,空气容易产生震动和震动。
也会降低防护效果。
相似地, 在次流期, 喷嘴直径太小; 防护距离小的 气流速度过高、喷嘴过大,造成紊流; 这不仅仅是焊工的追求;也是焊工的追求。
气流速度太低; 它的刚性较小, 防护也较弱。
所以, 气体流量和喷嘴直径之间必须进行权衡。
典型手册氩弧焊喷嘴直径和保护气体流量如表2所示。
表2喷嘴孔径和保护气体流量的选择
4)焊接速度焊接速度的选择主要根据工件的厚度来确定并结合焊接电流和预热时间,以及所需的熔深深度来保证宽度。
高速自动焊接时。
还要考虑焊接速度和对气体的保护作用。
如果焊接速度太高,保护气流太强。
深邃而黑暗 弯极和熔池的末端暴露在空气中。
因此,必须采取适当的措施,如增加保护气体流量或将焊枪倾斜一定角度等措施,以确保良好的保护。
5)喷嘴与工件之间的距离越大。
气体保护效果较差,但距离影响焊工视力,钨电极很容易与熔融颗粒接触。
池和短路会导致钨的存在,并且通常 喷嘴末端与工件之间的距离在8至14毫米之间。
氩弧焊怎么调节电流和气流
进行 TIG 焊接操作时,正确调节氩气和电流对于获得高质量焊接至关重要。首先,调节氩气流量。
打开焊机,将焊枪对准地面上的灰尘,一直按住开关,直到气体将灰尘吹走。
此时,气体流量可能会略有增加。
需要注意的是,当氩气流量正确时,焊道颜色应为银白色,否则呈蓝色、黄色效果较差,黑色表示防护效果较差。
如果氩气流量太高,焊接薄板时可能会出现穿透现象。
对于焊机来说,电流设置非常重要。
一般情况下,电流应在100~150安培之间,具体值可根据个人控制能力灵活调整,但不宜太小。
如果电流太小,焊机在开关瞬间放电时可能无法完全熔化母材。
调整好氩气后,钨针应像缝纫针一样磨尖,并尽可能靠近工件放置,但不要接触。
进行点焊时,电流应相应加大,焊接时间控制在半秒左右,以保证焊接接头的稳定性。
拉焊缝时,电流应相应减小。
如果使用焊丝,应将其放置在焊缝的中间,钨针尽量靠近焊丝,以保证良好的焊接效果。
总之,正确调整氩气流量和电流是保证氩弧焊质量的关键。
通过上述方法,可以有效提高焊接效果,保证焊缝的稳定性和美观。