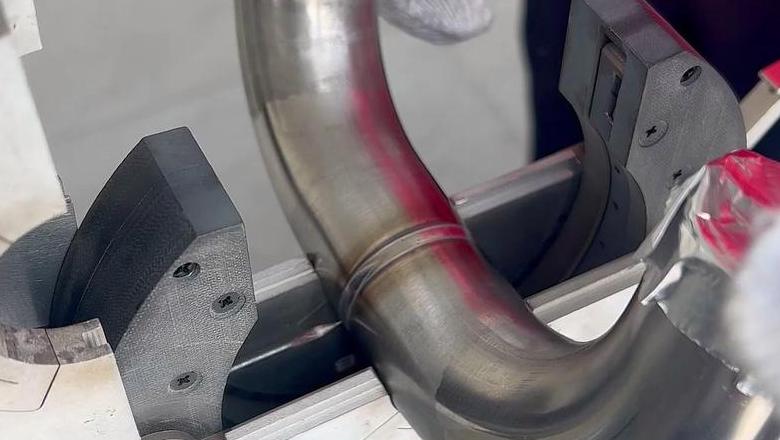
非常全的不锈钢焊接工艺
1 不锈钢焊接工艺技术的主要点是带有多卷和形成不锈钢板的不锈钢焊接管。由于不锈钢的强度很高,其结构是面部立方网格,因此在焊接管道成型时很容易形成和增强。
一方面,霉菌必须承受更大的摩擦。
易于磨损的霉菌; 另一方面,不锈钢板材材料很容易形成(阻塞)模具表面,从而导致变形。
因此,出色的不锈钢模具应具有很高的耐磨性和粘合性(阻塞)特性。
我们对进口焊接管模的分析表明,这种类型的霉菌的表面处理用超硬金属碳水化合物或氮化物涂层处理。
传统的熔融焊接,激光焊接和高频焊接具有快速焊接速度,高能密度和小热输入的特性。
在厚板自动焊接和单个通道焊接中,可以很容易地看到冷地层性能。
焊接技术主要用于金属基本材料。
使用常用的电弧焊接,氩电弧焊接,二氧化碳保护焊接,氧乙二烯焊接,激光焊接和电磁压力焊接。
2 有4 0多种金属焊接方法的金属焊接方法,主要分为三类:融合焊接,压缩焊接和铜管。
融合焊接是在焊接过程中加热操作界面并完成焊接而无需压力的一种方法。
在焊接过程中,热源会迅速加热并焊接两个工件的界面以形成熔融草。
熔化的池与热源一起采用,在冷却后,形成连续的焊接,将两个工件连接到一个工件。
如果大气在焊接过程中直接与高温熔池接触,则大气中的氧气将氧化金属和各种合金元素。
如果您在氮气,水蒸气等的气氛中进入融化的游泳池。
压力焊接是在称为固体焊接的压力条件下允许两种工件在原子上结合。
常用的压力焊接过程是抗性髋关节焊接。
。
各种压缩焊接方法的一般特征是在焊接过程中施加压力而不添加填充材料。
大多数按压焊接方法,例如扩散焊接,高频焊接,冷压力焊接等,都没有熔化过程,因此融合和有害元素(例如融合焊接)没有问题,可以简化焊接过程。
改善了焊接安全性和卫生条件。
同时,由于加热温度低于融合焊接温度,加热时间较短,因此热影响区域较小。
通常可以通过按压焊接焊接许多难以焊接的材料,以形成与基本材料相同强度的高质量接头。
铜管是使用比工件的炉子低的金属材料作为一种必须如工件的材料,加热工件,在高度的温度下加热铜材料,而不是铜材料的熔点,低于工件的融合,并使用液体烤材料。
要弄湿工作,请填充界面和原子之间的界面可以实现间质间之间的扩展。
3 用于不锈钢管道焊接技术的不锈钢焊接技术和焊接技术:小规格可以防止腐蚀,热裂缝和变形,并且焊接电流比小心燃烧时低2 0%。
最后,当控制多层焊接时,焊接表面。
焊接后,您可以采用强制冷却。
4 不锈钢焊接工艺检查方法包括材料,工具,设备,过程和成品质量测试,用于从绘图设计到产品生产的整个生产过程中,分为三个阶段。
焊接后焊接焊接后的过程和检查。
可以将测试方法分为两类:破坏性测试和非破坏性缺陷,具体取决于产品是否损坏。
5 使用垂直外部特性在焊缝上进行的核心点和预防措施和双极性,通常适合于6 毫米以下的薄板焊接,如果是氩气,则有一个焊接孔。
清洁。
当焊接为2 〜4 mm时,弧的长度是最好的,而焊接不锈钢是最长的,并且较差以防止对接。
如果您很好地保护焊接池和钨电极中心线的工件以及焊接点的工件,如果保持8 0〜8 5 度的角度,则填充线和工件表面之间的角度应大约在风中吹了1 0度。
应在室内进行适当的通风。
不锈钢焊接的几种方法
不锈钢焊接方法包括:1焊接不锈钢的工艺?
不锈钢零件,油污渍,生锈,灰尘和其他碎屑必须被拆除,以确保焊接的质量。Argon Arch焊接是最好的选择。
在焊接过程中,应避免在非焊接区域中避免弧形 - 必须适当部署接地线,以防止弧形划痕。
为了减少飞溅,可以使用白灰来保存它。
焊接后,应使用不锈钢扁铁铲去除渣并溅出。
在焊接多层时,应清洁每一层之间的炉渣,以确保焊接的连续性和完整性。
同时,应控制层之间的温度,通常不超过6 0℃,以防止由于过热而导致材料的不利影响。
焊接完成后,需要抛光焊接接头,以确保焊接表面平坦并且没有缺陷,例如矿渣,孔,底切,飞溅,裂缝,展开和未知。
焊接和基本材料应获得平稳的过渡,并且不小于基本材料,以确保焊接部位的强度和美丽。
不锈钢如何焊接技术
警察钢焊接技术I.警察钢焊接最多压迫Eldrode焊接技术,包括手动电弧焊接,溺水拱形焊接,防气管焊接等。此外,还需要考虑阅读焊接过程参数和焊接后处理。
2 详细说明:I。
焊接技术简介:焊接不锈钢主要取决于融化的Eldroding技术。
这是稳定的氧化物到高温的不锈钢形式,可以有效地控制熔融电极焊接的温度和冷却速度,从而获得良好的焊接。
2 通常用于焊接事物的通常:手动电弧焊接:这是一种常见的焊接方法,最依赖于技能和体验焊工。
质量和形状,并适度一层彩虹和尺寸电流。
淹没的拱形焊接:合适的自动焊接环境,其焊接质量是一种稳定的,生产效率很高。
画出焊接的彩虹,上面覆盖着焊接过程的流动,这些焊接过程可以有效地保护焊接氧化。
气体直到焊接:通常使用氩气焊接。
氩气被用作空气中的防护气,而不是氧化的焊缝。
3 选择焊接过程参数:必须选择焊接过程,必须是焊接电流,电压和焊接速度。
该选择是直接影响焊缝质量的参数。
示例:在焊接中要进行的过多电流过热,而在焊接中仍然很小的电流不会合并。
4 焊接后处理:焊接完成后,通常需要进行后焊接处理,例如去除炉渣,抛光,热处理等,以提高焊缝的质量和性能。
对于某些不锈钢材料,还需要特殊的后处理以满足环境的适当使用。
在短时间内,不锈钢的焊接技术需要使用环境和过程要求选择适当的焊接方法和过程参数。
同时,焊工的技能和经验也是运行焊接质量的重要因素。