3.2焊条立焊用多大电流才合适
3 .2 焊杆电流以1 00至1 2 0a的形式调节。在气体焊接或电焊接过程中,将填充在焊接工件的关节中的金属条融化。
焊杆材料与工件的材料相同。
这也取决于焊杆的选择类型。
32的焊条用多大电流比较合适
3 .2 焊接网络选择范围为9 0-1 5 0a。3.2焊条要调多大电流
1 00〜1 2 0A。3 .2 焊杆电流通常在1 00〜1 2 0A下受到调节。
但是,这也取决于焊杆的选择类型。
对于使用不锈钢不锈钢的焊接杆,无需直流电弧焊接电源即可使用,电流大于3 00a的AC电流。
焊条32和40哪种比较好用
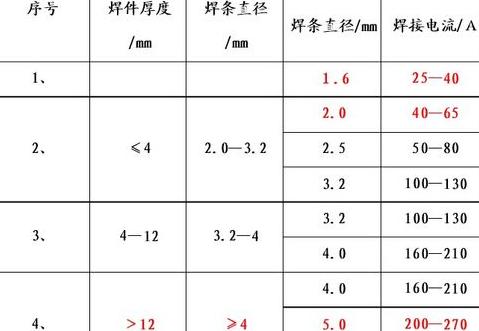
3 2 和4 0的焊杆具有自己的适用场景,应根据焊接材料的厚度确定特定的选择。焊接3 2 是指直径为3 2 mm的焊杆,适用于厚度为3 至5 mm的焊接钢板。
使用此焊杆时,平坦的焊接电流应在9 0至1 2 0安培的范围内。
相反,焊杆4 0的直径为4 0毫米,更适合厚度为5 至8 mm的焊接钢板。
执行扁平焊接时,推荐的电流范围为1 2 0至1 6 0安培。
焊接时,焊接电流的选择对于确保焊接质量至关重要。
对于焊杆3 2 ,较低的电流可以减少热入口,从而减少受加热影响的区域宽度,从而有助于维持连接的性能。
从较大直径的情况下,焊杆4 0可以提供更大的热入口,适用于较厚的钢板。
在实际应用中,焊接位置也会影响焊接的选择。
扁平焊接是焊接过程中最常用的规定之一,因为它提供了焊缝的一致性和稳定性。
对于焊杆3 2 ,推荐的扁平焊接电流范围为9 0至1 2 0安培,这有助于保持焊接的均匀性并减少变形。
对于焊杆4 0,推荐的电流范围从1 2 0到1 6 0安培,这种电流设置在焊接过程中提供了深度的熔化和焊接强度。
值得注意的是,当使用不同直径的焊杆时,必须考虑其他因素,例如焊接速度,焊接位置和焊接。
在选择焊杆时,除了考虑焊接杆的直径外,还应全面考虑上述因子,以确保焊接的质量和效率。
因此,3 2 和4 0焊接具有自己的特征,适用于不同厚度的钢板。
在实际使用过程中,必须选择相应的焊杆和焊接参数根据焊接材料的特定情况,以确保焊接的质量和安全性。