如何用二保焊机焊304不锈钢用什么焊丝
选择适合焊接304不锈钢的焊接线非常重要。建议使用0.8毫米的MIG-308焊接线。
该焊接线适合辅助焊接机,可以提供出色的焊接效果。
304不锈钢在耐腐蚀性方面非常出色,抗氧化剂非常出色,因此有必要考虑到选择焊接线时材料的特性。
MIG-308焊丝具有出色的熔融效率和出色的焊接性能,尤其是用于304台不锈钢的焊接。
0.8毫米的规格在焊接方面可以非常出色,并且可以同时改进。
此外,该规范的焊丝在焊接过程中不容易燃烧,因此可以保证焊接质量。
如果您使用的是MIG-308焊接线304不锈钢,则应注意焊接参数设置。
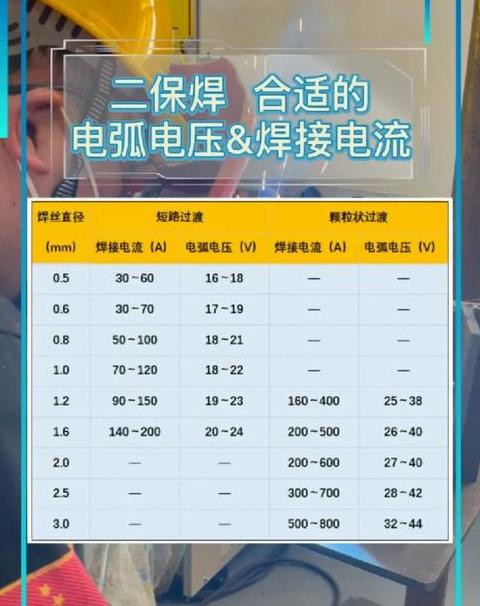
合理的焊接电流和电压可以确保焊接的美感和强度。
在正常情况下,焊接电流应在150-200安培之间,并且必须根据焊接速度正确调整电压。
在焊接过程中,您可以使用直流反向连接来提高电弧的稳定性并减少旋转环。
另外,保持焊接情况和焊接表面之间的适当距离会影响焊接效果。
焊接完成后,应将焊接冷却至室温,然后执行所需的抛光和抛光处理以满足美学和耐腐蚀性的要求。
合理的焊接技术和材料选择允许304不锈钢的焊接质量达到最佳水平。
★不锈钢和铁板焊接用二保焊机304焊丝行吗
使用二级焊接机焊接不锈钢304时,您必须使用混合气体焊接或二氧化碳加油和焊接的焊接。如何用二保焊机焊304不锈钢用什么焊丝
药物细胞核的焊丝。清洁嘴,油,水,水。
等待。
如果您有在驾驶两侧购买抗爆炸油的条件,则可以在没有飞溅油的情况下使用白色灰烬。
焊接线的最佳直径为1.2。
电流约为30 V,电流约为30 V,角度为75度。
距喷嘴的距离是焊丝直径的10倍,气流为每分钟15至20升。
焊接迅速焊接和缩小,焊接。
不建议摆动太宽。
一般宽度是焊丝直径的10倍。
如果板较薄,则自动焊接不是很合适的,例如3毫米板。
但是角度焊接也几乎可以团结起来。
您还知道要焊接的材料。
或可以用低合金的钢焊接高合金。
不锈钢和斑点的焊接温度在150度左右控制,我谈论的是层的温度。
焊接35号钢和304悍接用什么型号二保焊带药芯不绣钢焊丝谢谢各位大神。
焊接钢号 对于35,建议使用碱性条纹的J427模型。该带有低氢氢型药物,适用于DC抗结合。
品牌的“ 42”代表了盒子的强度水平。
选择焊接304不锈钢时,如果使用t焊,则需要使用ER304不锈钢焊丝。
如果您使用的是火焰焊接,我们建议您选择Wewelding46焊接线。
对于软焊接,通过选择Wewelding88C焊接线并使用WEWELDING88C-F焊接,该焊接线焊接点很低,该焊接适合使用而无需使用。