氩弧焊焊接电流怎么调?
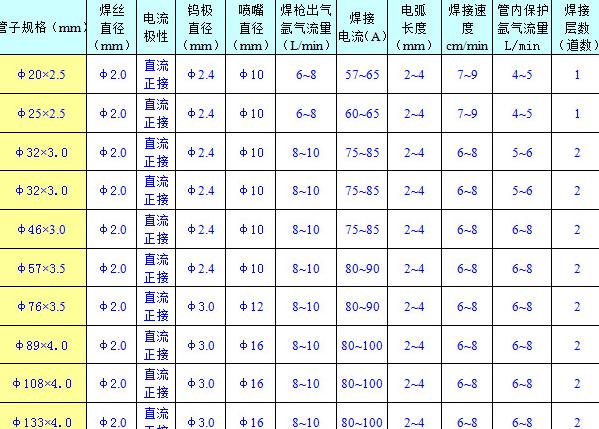
氩弧焊的电流设置如下表所示:
氩弧焊是一种使用氩气作为保护气体的焊接技术。
氩气也称为保护焊。
是将焊接区域与空气隔开,通入氩气保护气体,防止焊接区域氧化。
氩弧焊技术采用氩气保护被焊金属,基于普通焊接的原理,利用大电流将焊接材料熔化到被焊母材上。
创建熔池; 通过在高温熔融焊接过程中连续供给氩气,使被焊金属与被焊材料之间实现冶金结合的焊接技术。
它可以焊接钢和铁五金金属,因为空气可以防止焊接材料氧化。
(1)非熔化电极工作原理及特点:
非熔化电极氩焊是非熔化氩焊。
电极(通常是钨电极)和工件围绕焊接电弧流动。
因为氩气(常用氩气)不与金属发生化学反应,作为保护气体屏蔽穿过它。
钨极处的高温金属,钨极, 邻近酸池和熔池的热影响区; 不暴露于空气中,可防止氧化并吸收有害气体。
这会产生具有优异机械性能的致密焊接接头。
(2)熔化电极的功能及特点:
焊丝通过送丝轮送入,导电喷嘴通电,在基体之间产生电弧金属。
焊丝将焊丝和母材熔化,使用氩气对其进行保护。
它与钨极电弧焊的区别在于,一种使用焊丝作为电极并将其不断熔化到熔池中,而另一种则使用保护气体来形成焊缝。
钨极氩弧焊保护气体已被广泛使用,从单一的氩气到各种气体混合物,例如: 当使用氩气或氦气作为保护气体时,称为熔化气体。
采用惰性气体和氧化性气体(O2、CO2)作为保护气体或使用CO2气体或CO2+O2混合气体时的惰性气体保护电弧焊(国际上称为MIG焊)。
活性气体保护焊,将保护气体熔化在一起(国际上 MAG简称焊接)。
从其操作方式来看,目前最常用的是半自动氩弧焊和富氩气保护焊,其次是自动氩焊。
氩弧焊电流公式
氩弧焊电流的计算公式等于电流乘以0点05加14正负2。尽管这是一个经验公式,但现场焊工可能并不总是能准确显示。
此时,根据电弧是否稳定燃烧来判断电流和电压是否合适。
对于氩弧焊,如果板材较厚,则将电流调整到200A左右,如果板材较薄,则将电流调整到100A以下。
氩弧焊非常方便、容易。
氩弧焊怎样拉焊,电流如何调节?
常用的钨电极规格有2.0或2.5/2.4毫米,铈钨电极。
电流控制在80~140之间,根据板厚或壁厚确定。
气体一般指流量,很少谈压力。
只要瓶内压力不低于0.5MPa,流量一般为10~15L/min。
一般情况下,黑色金属焊接采用DCEN。
这是一个正极直流连接。
氩弧焊技术是在普通电弧焊的原理基础上,利用氩气保护金属焊接材料,利用大电流使焊接材料在母材上熔化成液态而进行焊接。
焊接形成熔池,使待焊金属与焊缝材料实现冶金结合的焊接技术,由于高温熔融焊接时持续通入氩气,焊缝材料无法接触 与空气中的氧气接触,从而防止焊接材料氧化。
因此,它可以焊接不锈钢和铁金属。
扩展信息
普通直流氩弧焊时,将待焊工件接在输出正极,焊枪连接到输出负极 当焊机具有交流功能时,焊机的输出端以一定的频率在正负输出端之间切换,工件连接到负输出端,焊枪焊接接在负输出端,处于 打扫。
最重要的关键是焊接时控制好手的稳定性,避免晃动,烧坏支架,导致钨被困在熔池中。
控制方法可以是用食指握住焊枪来支撑待焊接的管子或板材。
钨电极的伸出长度可根据凹槽的深度来选择,一般为3~5MM。
参考:百度百科-钨极氩弧焊
氩弧焊电流参数表
选择氩弧焊焊接工艺参数:
钨极氩弧焊工艺参数主要包括焊接电流类型和极性、焊接电流、钨极电极头直径和形状以及保护气体流量等。
另外,对于自动钨极电弧焊来说,还包括焊接速度和送丝速度。
脉冲钨极弧焊的主要参数有Ip、tp、Ib、tb、fa
脉冲幅度比RA=Ip/Ib,脉冲电流占空比Rw=tp/tb +tp
(1)钨极氩弧焊工艺参数
1)焊接电流的种类和大小一般根据工件的材质来选择焊接电流的大小是决定焊接熔深的最重要参数,主要根据工件的材质、厚度、接头形状、焊接 位置,有时还选择焊接技术(钨极氩弧)等因素。
2)钨电极直径和尖端形状 钨电极直径根据焊接电流的大小和电流类型来选择。
钨尖端的形状是一个重要的工艺参数。
根据所用焊接电流的类型,使用不同的焊嘴形状。
尖端角α的大小将影响钨电极的许用电流性能、起弧性能和稳弧性能。
表 1 列出了不同钨电极尖端尺寸的推荐电流范围。
小电流焊接时,采用小直径钨极和小锥角,使电弧容易引燃,大电流焊接时稳定,增大锥角可以避免焊嘴过热熔化,减少损耗,防止熔断。
电弧向上扩展并影响阴极点的稳定性。
表1钨电极尖端形状和电流范围(直流正接)
钨电极尖端角度对焊接熔深深度和宽度也有一定影响。
当锥角减小时,焊缝熔深减小,焊缝宽度增大;反之,熔深增大,焊缝宽度减小。
3)气体流量和喷嘴直径 在一定条件下,气体流量和喷嘴直径有一个最佳范围,此时气体保护效果最好,有效保护区域最大。
气体流量太低,气流的刚度弱,排除周围空气的能力弱,防护作用弱;流量太高,则容易形成紊流,卷入空气中。
空气,也会降低防护效果。
同样,在分流时,喷嘴直径太小,覆盖范围小,气流速度太高,导致喷嘴紊流过大,不仅妨碍焊工观察,但气流速度太低,刚度小,防护效果也不好。
因此,气体流量与喷嘴直径之间必须有一定的配合。
一般手工氩焊喷嘴口径和保护气流量的选择如表2所示。
表2喷嘴孔径和保护气流量的选择范围
4) 焊接速度 焊接速度的选择主要根据工件的厚度并结合焊接电流和预热时间等来确定。
调整以确保所需的穿透深度和宽度。
高速自动焊接时。
还要考虑焊接速度对气体和保护效果的影响。
如果焊接速度太高,保护气流严重偏转,钨极尖端、弧柱和熔池可能会暴露在空气中。
因此,必须采取相应措施,如增加保护气体流量或将焊枪向前倾斜一定角度,以保持良好的保护。
5)喷嘴与工件距离越大,气体保护效果越差,但距离太近会影响焊工视野,而且容易与钨极接触熔融材料。
熔池和短路,导致夹杂钨。
一般喷嘴尖端与工件之间的距离在8至14毫米之间。