多少毫米的焊条用多大的电流
100 至 120A。
焊条直径1.62.02.53.24.05.05.8,电流(A)25~4040~6050~80100~130160~210200~270260~300 以上为平焊实验电流。
焊接和仰焊比传统焊接小10%至20%。
实验值在测试过程中得到确认。
因此,在正式焊接之前,需要经过测试焊条并使用熟悉的焊接电流,才能得到牢固美观的焊缝。
焊接,也称为钎焊,是一种利用热量、高温或高压连接金属或不同于塑料的热塑性材料的制造工艺和技术。
现代焊接有多种能源,包括气体火焰、电弧、激光、电子束、摩擦和超声波。
除了在工厂中使用之外,焊接还可以在各种环境中进行,例如在野外、水下和太空中。
无论在哪里进行焊接,都可能对操作人员造成危险,因此在进行焊接时必须采取适当的保护措施。
焊接对人体可能造成的伤害包括烧伤、触电、视力障碍、吸入有毒气体、过度紫外线照射等。
焊接过程中,工件和焊料熔化形成熔化区。
熔池冷却凝固后,材料之间形成连接。
这个过程通常需要施加压力。
焊接的能源有很多,包括气体火焰、电弧、激光、电子束、摩擦、超声波等。
19世纪末之前,唯一的焊接工艺是金属锻造,铁匠们已经使用了数百年。
最早的现代焊接技术出现于19世纪末,首先是电弧焊和氧气焊,然后是电阻焊。
20世纪初,随着一、二战的爆发,军事装备对廉价、可靠的连接方法产生了极大的需求,从而促进了焊接技术的发展。
如今,随着焊接机器人在工业应用中的广泛使用,研究人员仍在深入研究焊接的本质,并不断开发新的焊接方法,以进一步提高焊接质量
配电箱国标厚度
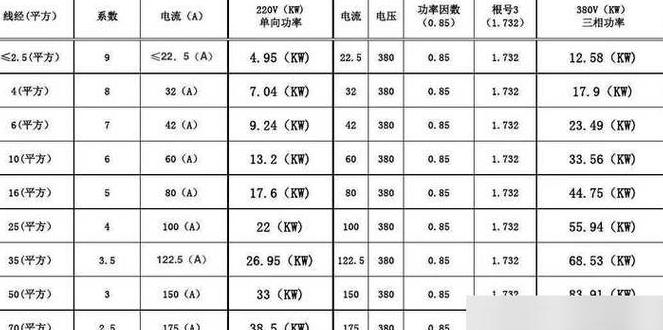
配电箱国家标准不小于1.5毫米。电焊焊条各种规格/型号对应的电流是多少
各种规格型号电焊条对应的电流如下表:
药皮焊条基本功能:
(1)保护电弧和熔池。
熔化的涂层比焊芯慢,形成套筒,保护金属熔滴顺利过渡到熔池,同时涂层释放气体并形成熔渣,保护电弧和熔池免受有害影响; 空气。
熔渣覆盖熔敷金属表面,也降低了焊缝金属的冷却速度,有利于改善接头性能。
(2)冶金处理。
它通过脱氧、脱硫、脱磷等冶金反应去除杂质,并使焊缝金属合金化。
(3)赋予焊条良好的焊接工艺性能。
使电弧易于引燃、稳定燃烧、减少火花、提高熔深、保证焊缝成形等。
(4) 实现一些特殊焊条的特殊功能。
例如,铁粉焊条药皮含有较多的铁粉,增加了焊条的熔敷系数,提高了焊接生产率。
附加信息:
焊条通常用型号和品牌来描述其主要特点和性能类别:
1. 焊条型号是根据焊条国家标准制定的,是反映焊条主要特性的代表性方法。
2. 焊条品牌是根据焊条的主要用途和性能特点对焊条产品的具体命名。
由焊条制造商配制。
3. 我国焊条行业采用统一品牌:属于同一药皮类型、适配同一焊条型号、性能相近的产品命名为一个品牌。
如J422、J507。
4. 注:无论是焊条厂定制的品牌,还是全国焊材行业的统一品牌,都必须在样品或产品标签或质量证明书上注明产品“符合国家标准”、“可比”符合国家标准”或不标注(即与国家标准不一致),以便用户根据产品性能要求和标准进行选择。
每种焊条产品只有一个品牌,但多个焊条品牌可以同时匹配一种型号。
例如:品牌名称 J507RH 和 J507R,型号均为 E5015-G。
参考资料:
百度百科-焊条模型