二保焊的电流电压调节技巧和方法
高焊接生产力,良好的裂纹阻力,小焊接形成和较大的适应面积优势。
当您在第二次保修焊接上调节当前电压时,请考虑焊接机的特定情况,您不能仅调整当前电压以解决问题。
尤其是当焊缝始终具有滴水形的金属球时,这意味着焊接电压很高。
相反,当焊接线扩展时,可以正常焊接,并且顶线现象略微出现,有些或更高的电压。
不匹配当前电压会导致焊接中溅出和声音的问题。
调整当前电压后,这些问题自然会消失。
当您区分功率是否太大还是超过数小时时,您可以从多个方面进行判断。
当电压太大时,焊接线的熔化速度会加速,无法遵循运输线并降低飞溅,但是很容易通过薄铁燃烧,声音很高。
张力后,弧线不稳定,亮度不足,熔融速度降低了。
在调整当前电压时,有必要匹配适当的螺纹输送速率以提高焊接效率。
电感量会影响拱门的驱动力,但是在焊接和拱形焊接中,其对两种保修的焊接影响更小,更明显。
焊接时,根据实际情况调整电压,电流和接线速度,以保持三个之间的平衡。
电缆的过度速度将导致当前电压增加。
调整当前电压,声音光滑,焊接过程更光滑。
执行辅助焊接操作时,故障排除参数尤为重要。
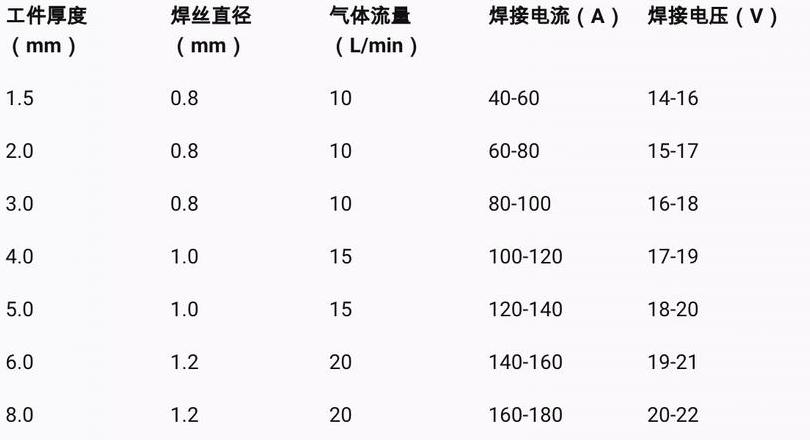
首先,根据焊接材料的厚度降低接线交付的速度,并根据焊接材料的厚度调节焊接电压和电流,以确保接线速度恰到好处,并且拱门可以舒适地安装焊接线。
焊接速度直接影响焊接质量。
由于过热。
喷嘴的角度和工件也会影响焊接效果。
该过程是稳定的。
通常,通过精细的调整和负担得起的操作技巧,可以完全发挥第二保修的好处,并且可以提高焊接质量和效率。
二保焊调节方法技巧
第二种焊接调整方法及技巧如下:
1 垂直或倾斜位置的坡缝应自下而上焊接 定向焊可采用对焊,平焊、水平焊和向上焊可采用左焊法。
2 应根据被焊工件的结构选择合理的焊接顺序。
3 室外作业时风速大于1m/s时应采取防风措施。
4 肠道内的污垢和鼻腔喷出的喷雾要经常清理。
5 接头两端必须安装尺寸合适的起弧板和灭弧板。
6 根据焊丝直径正确选择焊丝尖端。
7 对于坡口板焊缝,特别是厚板多道焊缝,焊丝应停在坡口两侧,摆动幅度不宜大于4毫米,以保证焊缝良好熔合。
焊料。
8 导电嘴一旦磨损,孔直径增大,导致焊锡不稳定,必须更换导电电阻。
9 焊接时送丝管必须平直,不能扭曲。
焊接前必须将供气软管中残留的不纯气体排出。
二次焊特点:
1操作简单,引弧容易,电弧稳定。
2焊接质量好,焊层抗裂性能好,形状美观,焊接变形小,焊后无需清理焊渣。
3电压、电流调节范围大,熔深和焊层易于控制,功耗小,运行成本低。
二保焊调节方法技巧
这将导致接触端和电线供应机构的损坏,因此您应该确保在弧线点火时,电压不会太高。该过程的许多参数会影响带有二氧化碳的防护气体环境中的焊接,但是焊机唯一可以独立调节的参数是焊接电压,焊接电流,焊接线直径,气流和焊接线长度; 通常使用的焊接线直径为1.2毫米和1.0毫米,以及1.6毫米和0.8毫米。
很难找到其他直径的焊接电线。
二保焊机的电流和电压怎样调
在调整两个授予焊接机的电流和电压时,必须遵循特定的焊接规格。电流和电压之间没有直接的对比度,但是它遵循某个公式,例如v = 0.04i+16。
根据该公式,电压通常略高于电流。
在实际工作中,您可以首先设置当前值,然后正确增加焊接测试的电压。
应当指出的是,如果电流和电压的调整过多,它可能导致过量的喷气机,这将使焊接参数太大,这很难控制。
另外,如果电压太高,弧度将变大,导电嘴可以被燃烧,甚至会导致弧线。
在焊接过程中,还应将以下元素吸引到:1。
对于具有垂直和交叉重量的板,应为焊接焊接焊接焊接,应煮沸焊接。
当接缝长度超过1米时,可以接受平均对称焊接方法或逐渐撤退。
2。
在带有角焊接的机架上连接时,应首先煮沸焊缝,并且必须将焊接角连接到焊缝上。
3。
对称对象应开始从中心到第一和尾部进行焊接,并保留左右对称对称。
当平坦的焊接,站立焊接和角焊接同时显示时,应首先将角焊接焊接,并以平坦角度焊接焊接。
4。
如果零件的焊接质量不符合标准,则应部分对其进行纠正,以确保焊接的整体质量。
两次焊接机的工作应遵循某些规格和技能,以确保焊接的质量。
二保焊机电流电压怎样调节?
调节第二焊机电流、电压的方法是:
根据焊接工艺稳定性与规格的关系,确保外围系统(送丝、根据前提:
1 当 I<200A 时,U=(14+0.05I)±2V
200A 时(特别是使用电缆时) 扩展),电压稍高U=(16+0.05I)±2V 。二次保护焊机是二氧化碳保护焊机的简称。
第二台屏蔽焊机由变压器、控制电路板、开关、机架及其他辅助设备组成,如二氧化碳气瓶、送丝架、送丝机及设备其他辅助设备。
图为第二台焊机的变压器。
由于焊接电流很大,通常为数百安培,因此焊丝很粗,多为铜线圈,也有铝线圈。
扩展信息:
焊接特点
1森达二次焊机拥有低成本CO2气焊装置及副产品化工厂,资源丰富,价格低廉。
2 CO2气焊生产效率高,采用较高的电流密度(约200A/mm2),远高于电弧焊(约10-20A/mm2)。
远高于手工电弧焊(约10-20A/mm2电弧焊高度2)。
10mm以下钢板的2-3.8倍,可减小坡度,焊丝快速焊接,无需清理焊渣,比手工电弧焊效率提高2.5倍。
3焊后变形小。
因此,焊件焊后变形较小,特别是薄板的焊接。
4 极强的防锈能力与水弧焊相比,CO2气体保护焊具有更高的防锈能力,因此对焊接表面的清洁要求不高,可节省大量产量。
辅助时间。
缺点:由于CO2气体本身具有强氧化性,在焊接过程中会导致合金元素燃烧,产生气孔,造成强烈的飞溅,尤其是飞溅问题。
虽然在焊接电源、焊丝材料和焊接工艺等方面采取了一定的措施,但至今尚未完全消除,这是CO2焊的一个显着缺点。
参考来源:百度百科-二次保护焊接机