二保焊送丝机上电流123456789,电压是10,20,30等,啥意思
焊工分为两块; 焊接电流和焊接电压通过Touging面板上的旋钮进行调节。主机上的电流和张力是拱的电流和拱形的电压。
当用于长焊缝的连续焊接时,降低电弧电流和拱形电压的功能可自动减少焊接参数,以补偿由焊接过程引起的拱形的拱门。
没有必要添加其他一些融化的铁来填充火山口。
点焊接,小短焊缝不需要和弓的闭合。
只是关闭它。
二保焊多大电流多大电压
二次焊接电流电压参考表如下:
负极焊丝直径为0.8mm时,电流约为150-200A,电压约为20-23V -焊丝直径为1.0mm时焊丝电流为200~250A; ,电压约23-26V-焊丝直径1.2mm,电流约250-320A,电压约25-30V-焊丝直径1.6mm,电流约; 320-400A,电压28-32V左右。
扩展信息:
电流和电压参考表可能因国家/地区、不同标准和不同焊接材料而异。
二氧化碳焊是焊接方法之一。
这是一种使用二氧化碳作为保护气体的焊接方法。
在应用方面,操作简单,适合自动、循环焊接。
焊接时应无风,适合室内作业。
焊接方法。
(有时使用CO2+Ar气体混合物)。
在应用方面,操作简单,适合自动、循环焊接。
焊接时抗风性能较差,适合室内作业。
由于二氧化碳生产成本低且容易,被广泛应用于各种大大小小的行业。
由于二氧化碳热物理性质的特殊影响,使用常规焊接电源时,焊丝末端熔融金属无法形成平衡的轴向自由过渡,发生短路。
它通常需要破坏熔滴颈部,因此与没有 MIG 焊接的过渡相比,飞溅较多。
但是,如果您使用高质量的焊机并选择正确的参数,则可以实现非常稳定的焊接过程并最大限度地减少飞溅。
由于所用保护气体的成本较低,因此使用短路接头时焊缝成形良好。
与含有脱氧剂的焊丝结合使用,可以获得无内部缺陷的高质量焊接接头。
因此,这种焊接方法就成为黑色金属材料焊接最重要的方法之一。
焊接烟雾是金属和非金属物质的蒸气在过热条件下氧化、冷凝而形成的。
因此,焊接烟尘的化学成分取决于焊接材料(焊丝、焊条、焊剂等)和被焊接材料的成分,以及蒸发的难易程度。
各种成分的焊接材料和被焊接的材料在焊接过程中会发出各种成分的焊接烟雾。
筒式移动焊接烟雾净化器将通用吸臂引导至焊接烟雾产生点。
由于系统产生负压,焊接烟雾中产生的粉尘、有毒有害气体被吸入净化器并收集。
移动式滤筒式焊接烟雾净化器应用范围广泛。
它舒适、灵活且易于移动。
可满足多种灵活的工况。
高负压焊接除烟器基本上将直径50毫米的软管直接连接到焊头。
焊机运行时除尘器运行,焊机停止时除尘器停止。
这保证了以最少的空气使用量有效地净化焊接烟雾。
此外,高负压焊接烟尘除尘器可连接长达20m的软管,可有效连接自动焊机机头。
这消除了移动吸臂必须手动移动的缺点。
现在我们已经实现了自动化,清理网络的效果简直惊人。
二保焊机背面的电压、电流表示什么意思
背面的电压和安培表示电压和二次电流,并且最内部的电流表用于调整焊接线1.0。
通过焊接线1.2调节外部。
在更换焊接线时,还有一种手动电线养分用于饲喂电线。
扩大的信息:
1之前,焊接加入之前需要划痕,油污渍和生锈,这两者都在30毫米内影响焊接质量。
应清洁凹槽的侧面。
2当结构的环境温度低于零或钢碳当量大于0.41%时,结构非常刚性并且物体厚,必须使用初步措施进行焊接。
预热温度为80°C〜100°,预热范围比板的厚度大5倍,但不小于100 mm。
3当工件的厚度大于6毫米时,为了确保焊接穿透力的力,应在板的边缘上使用V或X形凹槽,凹槽的角度为60 °和开放边缘P为0〜1 mm,当板厚度差为≥4mm时,安装间隙B为0〜1 mm,厚板的边缘应陡峭,如图所示:
4二氧化碳焊接机应在焊接前用电线插入。
仔细检查气体的柔软度和流动。
5如果使用瓶装气体,则必须将其排干和清洁,如果低于9.8×10.5 PQ(10 kgf/mm2),则应检查气压。
6根据不同的焊接部件和焊接位置调整规格。
参考资料来源:百和百科全书焊接焊接
参考来源:Baidu百科全书 - 自动线
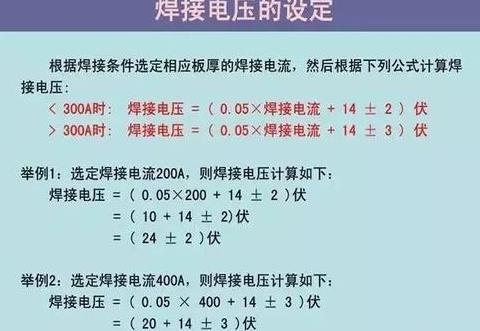
二保焊电流电压与焊丝比例参数
次级焊接电流与电压之间没有直接比较,通常可以用公式V = 0.04i+16表示焊接规范(允许误差±1.5V),其中V表示电压,我是指电流。选择电压和焊接电流时,应根据焊接线直径和过渡形状确定。
0.8毫米焊接线仅适用于建议的焊接参数的建议的短路参数为80至140安培,18至22伏电压,气体流量为5至10升/分钟。
对于直径为1.2毫米的电线,可以使用短回路转移或颗粒喷雾传输。
短路过渡焊接的推荐参数为110至180 amp,20至23伏电压,气体流量为7至12升/分钟。
这些参数的调整有助于提高焊接的效率和质量。
焊接完成后,严格要求焊接外观的质量。
首先,焊接管理应不超过100毫米的2毫米。
其次,焊缝应具有平稳的过渡,并且不应允许少于90度的角度变化。
另外,25 mm长的焊接高度差不应超过1.5毫米。
最后,圆角值的公差应符合某些规则,即当物体的厚度小于或等于4 mm时,当物体的厚度为时,0.9k0≤k0+1大于4毫米,0.9K0≤k≤K0+ 2。
其中,K0是设计焊接脚的大小。
简而言之,通过调整电流,电压和气流,可以确保焊接过程的平滑度,并可以达到理想的焊接质量。
同时,根据焊接外观的质量要求,将有助于提高整体质量和焊接工作安全。