二氧化碳保护焊机能焊多薄铁板?
这取决于您的技术。二保焊焊薄方管技巧 二保焊焊1.0㎜方管参数及焊接技巧
1 焊接电压1 7 V〜1 9 V,焊接电流8 5 A〜1 2 5 A,二氧化碳气体范围6 L〜1 2 L ﹨分钟,焊接线的延伸长度8 〜1 0㎜,诱导值0.01 MH〜0,08 MH,线性颗粒过渡,线性运输条,采用左焊接方向的焊接。2 厚度为1 毫米的方管的焊接具有严格的切割要求。
切割时不应出现毛刺。
头接头必须为零空间,然后才能焊接。
否则,将燃烧管墙,无法焊接。
二保焊焊接厚铁板参数是多少?
第二汗汗1 .0毫米厚的薄铁板,使用NBC-3 1 5 焊接机选择焊接参数如下。〜1 1 0A,汗线的长度约为8 毫米,每分钟6 L〜1 0升,左翼焊接,电弧焊接,直线运输,短路过渡焊接。
双头焊接机的飞溅基本上是相同的。
2 在0毫米壁厚方形管道中存在一定的困难。
入口值0.01 MH〜0.08 MH,二氧化碳气流流速6 L〜1 2 L 〜1 2 L﹨分钟和电线延长长度8 ㎜〜1 0°C以左焊接方向,线性传输条和短路过渡形式进行焊接。
3 壁厚1 .0毫米是一种薄材料。
当铜手工制作的氩光线焊接行为时,使用的电线是电线2 01 (特殊的铜线)和电线2 02 ,还使用T2 等铜线。
在焊接之前,必须在工件和电线表面的焊接边缘上清洁氧化膜,油和其他污垢,以避免缺陷,例如加入气体槽。
4 如果绊脚石的厚度小于3 mm,则趋势不打开; 厚度大于1 0毫米,X形倾斜度开放。
甲虫角度为6 0〜7 0°; 为了消除空气孔并确保根部的可靠融合和渗透,必须提高焊接速度,减少氩气消耗,并加热焊接水。
二保焊焊接12厚的板立角焊的参数
选择焊接1 2 毫米厚的焊接1 2 毫米厚的焊接的电线直径非常重要。电线的直径通常基于焊接材料和焊接的需求。
决定。
1 2 毫米厚的电线范围表明直径范围为1 .0至2 .5 mm,适用于全焊接,包括水平位置。
当厚板从2 .5 增加到4 .0mm时,直径从2 .0升至8 .0毫米到8 .0毫米。
选择电线直径时,还必须考虑机器运输形式。
短路过渡是液体转变的常见格式之一。
这种过渡形式适用于焊接,水平,水平,水平,水平和向上的位置。
建议将1 2 毫米厚的盘子在垂直过渡到焊接中使用过渡过渡。
它还确保了焊接不仅焊接质量的质量,还可以确保焊接质量。
在焊接过程中,焊接焊接与焊接焊接焊接接触,并同样满足焊接。
选择焊接也非常重要。
正义的角通常适用于焊缝和焊缝,但在某些情况下,也可以进行水平和水平焊接。
不同的焊接位置对不同焊接位置的焊接参数有不同的要求。
因此,当选择电线直径和Frrowlet过渡样式时,应在实际焊接位置进行调整。
通常,1 2 毫米厚的板是确保适当的电线直径以及使右线和效率的能力的关键。
通过选择这些参数来选择这些参数,您可以提高焊接工作的安全性和可靠性。
二保焊机最厚焊接几个厚钢板
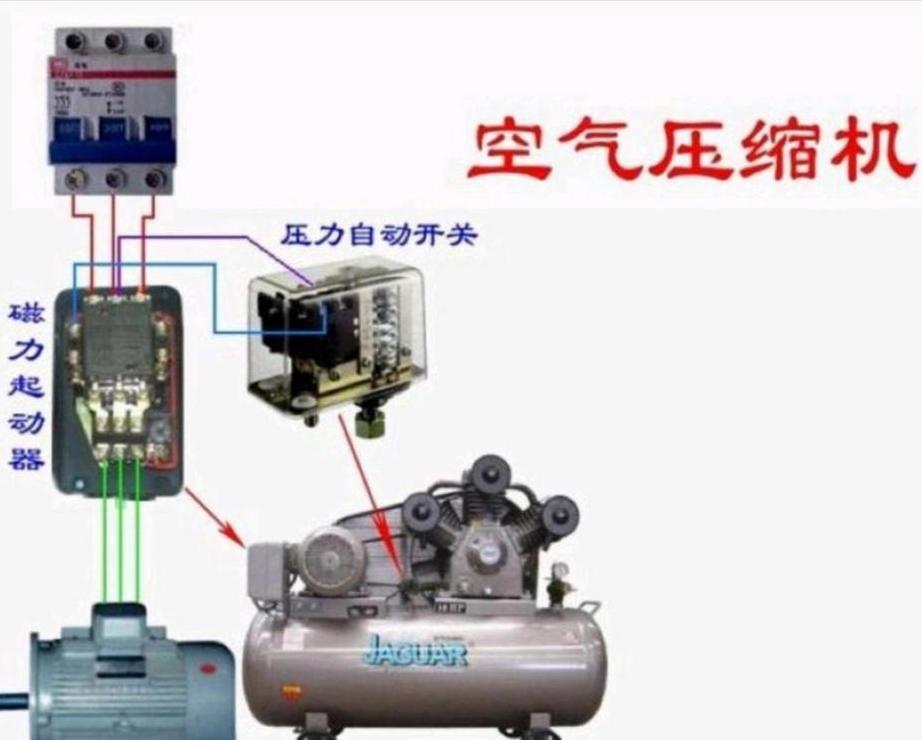
钢板高于0.5 毫米; 第二台焊接机是缩写的,其完整名称是二氧化碳保护机。气缸,电线框架和电线馈电屋。
图片显示了带有两个固定剂的焊接机的变压器。
性能低的两控制焊接机的输入电压通常为2 2 0 V AC,高性能使用3 8 0 V更换电源。
输出电压通常为1 2 -3 6 V。
它主要用于具有低碳钢,具有高钢合金的低碳钢钢铁钢,具有高焊接生产力,薄扁平零件和中间厚的平坦零件焊接。
扩展信息:功能1 简单操作,易于引起拱门和稳定的拱门。
2 电压和电量调节面积很大,熔融深度和焊缝易于控制。
3 ..良好的焊接质量,焊接接缝的良好裂纹阻力,美丽的形状,焊接零件的小变形,焊接后不需要炉渣清洁。
4 高效率,是手动弧焊接生产效率的几倍。
5 少量消耗和低使用成本。
6 主要使用强制冷却为风扇,强大的热量排放,通常情况下,有超负荷保护,过电压,电压欠压保护,相位损失保护,输出的溢出保护等。
许多人使用IGBT逆变器技术并具有稳定的性能。
7 简单设置。
8 适合焊接低碳钢,高钢,低合金和大钢结构。
-Dicke零件。
9 所用的防护气体是二氧化碳,价格便宜并且具有良好的焊缝形成。
除了使用脱氧焊丝外,还可以在没有内部缺陷的情况下获得质量焊接连接,从而成为钢的最重要的大型焊接过程。
二氧化碳气体的纯度为9 9 .5 %; 早期交货时间通常为0.5 秒,延迟时间通常为5 秒。
参考:百度百科全书2 保护机