二保焊怎样调电压与电流
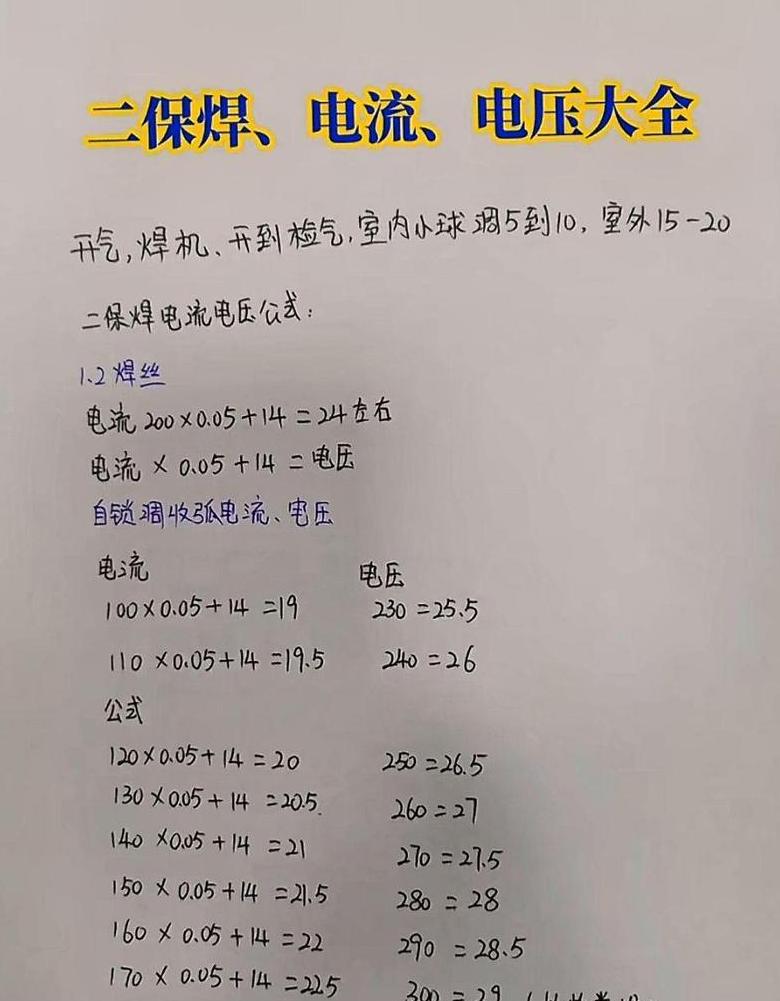
第二焊机电流、电压的调节方法:
焊接过程的稳定性与细节的匹配,与外围系统(送丝、移送)的关系为良好的保证:
1 ), I <200A, U=(1) and 4+0.05I)±2V
200A (特别是 带延长线)电压要稍高 U=(16+0.05I)±2V是二级保护焊机的简称,全称是二氧化碳保护焊机。
焊机第二部分由变压器、控制电路板、开关、机架等以及二氧化碳气瓶、线架及辅助设备组成。
送丝机。
图为二次焊机变压器,焊接电流很大,通常是几百安瓿,电线很粗,通常是铜线圈,也有铝线圈。
它是工厂和化工厂的来源广泛、成本低廉的副产品,总成本约为手工电弧的1/2。
.2-3.8倍对于小于10毫米的钢板,厚板,可以减少板材并可以焊接发黑的边缘,相比之下为2.5-4倍,清洁效率高。
(3)焊后变形小CO2气体保护焊电弧热,加热面积小,且CO2气流有冷却作用,故有焊后变形。
焊接量小,特别是薄板的焊接。
更多的支持时间。
缺点:CO2气体本身具有强氧化性,因此在焊接过程中会燃烧合金元素,产生孔洞并产生强烈的飞溅,特别是弯曲问题。
线材和装配工艺已采取一些措施,但尚未完全消除。
二保焊的电流电压调节口诀
二次保护焊接效率高、抗裂性能优良、变形小、灵活性高,可焊接薄至中厚板。
二次焊接的技术调整要点如下。
1.电流稳定后,需要反向调整电压和送丝速度。
如果选择ф1或2焊丝,电压设置为18V,送丝速度控制在60CM/MIN。
调整时,通常只改变电压。
2.电流与送丝速度有关,随着电压的增加,焊缝深度减小。
3、电流太大,电压太小,会断线。
如果电压过高、电流过低,就会产生大量的飞溅。
4、如果电压和电流不匹配,则电压过低,焊丝插入熔池后会熔化。
如果电压太高,焊丝一离开导电嘴就会熔化,出现滴落现象。
5.随着电流的增加,穿透深度增加,宽度也相应增加。
6.确定焊接声音调节效果。
如果电压低,蜂鸣器会发出声音。
如果高的话,就会发出声音。
7.确定焊接参数,首先考虑板厚、接头形状、焊接位置等,然后确定焊丝直径和电流,最后考虑熔滴迁移形状。
确定气体流量等。
8. 气体流量的选择受接头几何形状和焊接条件的影响。
通常,细焊丝为 8-15 L/min,粗焊丝为 15-25 L/min。
如果电流为-50L/min,粗线可达25L/min。
9.焊接过程稳定,飞溅少,焊缝美观,无焊透、咬边、气孔、裂纹,并保证深熔透和完全焊透。
。
二次焊接时要注意焊接工艺。
1.接头长度大于1米时,采用分体中心对称焊接方法或渐进脱焊。
方法。
2.焊接板材接缝时,先焊边焊缝,再焊边焊缝。
3.将对称物体从左到右、从中心向头尾方向对称焊接。
4、焊接构件时,先焊板材对接焊缝,再焊框架对接焊缝,最后焊框架与板材角焊缝。
5、焊接质量不好的部件应在组装前进行固定,避免整体安装。
6、吊“马”时,应将焊腿缠绕在“马”上,检查焊接后的质量。
7、如果物体上同时有平焊缝、立焊缝和角焊缝,则先焊立角焊缝,再焊短焊缝,以此类推。
。
焊丝腐蚀问题:
产生原因:运输包装破损、仓库受潮、存放时间过长、被触摸后存放。
危险:当生锈的焊丝进入送丝装置时,压紧轮会打滑,影响送丝。
生锈的部分进入焊枪并增大直径,堵塞导电嘴并阻碍送丝。
焊接。
如果电流太大,导电嘴会燃烧并影响焊缝的形成,在表面留下碎片。
二保焊怎么调节电流电压
二次焊接电流电压调整方法如下:
调整方法二次焊接的电压和电流为: 根据焊接过程的稳定性和符合规范之间的关系,不在保修范围内。
假设周围系统(送丝、导电)良好的情况下:I<200A; U=(14+0.05I)±2V2, 当 I>200A(特别是使用延长线)时,电压应稍高。
U=(16+0.05I)±2V。
二次焊接工艺适用于低碳钢和高合金强度钢的重型钢结构的焊接。
适合大变形的焊缝是薄到中等厚度的板。
调试焊接电压和电流限制时; 请注意:
首先降低送丝速度。
然后根据被焊母材的厚度调整焊接电压并控制焊接。
将送丝速度调到合适(溶解焊锡丝,溶解很方便)。
听声音,看水花。
如果定音悠扬,则声音就很流畅; 不再有嗡嗡声,也不再有飞溅。
熔池是滚动的; 不但水花大,而且队形差。
焊接速度:对焊缝内外表面质量有重要影响。
焊接速度过快,气体保护不良,同时焊缝冷却速度加快,金属的塑性和硬度降低。
当焊接速度太慢时, 熔池变大,焊缝膨胀,焊缝金属组织可能因过热而变得粗糙或烧焦。
喷嘴与工件之间的角度:喷嘴与工件垂直时。
飞溅变大,电弧变得不稳定。
为避免这种情况,喷嘴可调节10-15度(不同焊接位置,不同焊接角度),以保证焊缝成型良好,焊接过程稳定。