2.5焊条用多大推力电流
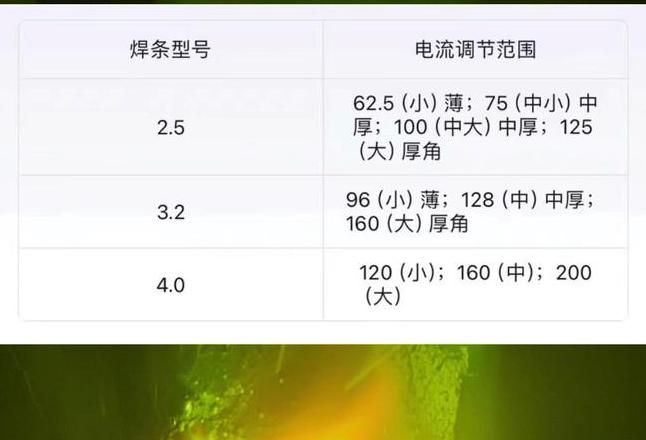
1。2.5条条纹的胶水,建议运行对130 AMPS 115 IT的影响。
2。
使用3.2杆使用谷物,调整为145至175安培。
3。
使用胶4.0电极,今天调整了180至210安培之间。
4。
请指定这些值根据所选的稳定输出运行,可以为胶水过程的质量和功效设备提供设备。
电焊机推力电流怎么使用?
引弧瞬间具体电流输出,防止电极粘在设备上,这在正常焊接中用处不大。
冲击电流的合适范围通常在0-100A之间。
因此,如果胶棒经常粘在弓中的弓上,您很快就会将冲量调整到最大。
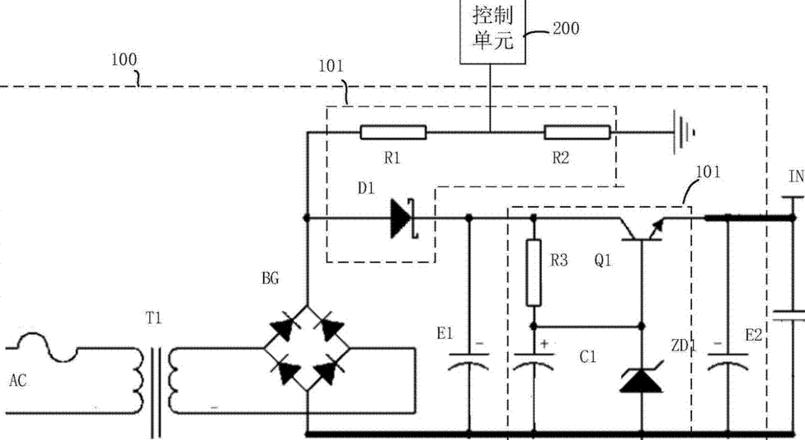
利用电感的原理,电感器在导通和截止时会产生巨大的电压变化。
正负极瞬间短路时产生高压电弧,将铁与固体焊料熔化,使它们达到原子结合的目的。
补充说明:
高碳焊接不适用于高碳钢焊接。
钢材焊接性较差,焊后容易产生裂纹,产生热裂纹和冷裂纹。
低钢具有良好的焊接性能,但工艺必须正确。
除锈和清洗比较严重。
等,但正确的操作会降低卡住的风险。
焊接作业中,焊接产生弧光,对人体有害。
焊接弧光主要包括红外线、可见光和紫外线。
当胶弧温度为1000℃时,其射线波长小于290mm;
当光辐射作用于人体时,体内组织会吸收它,产生组织热效应、光化学效应或电离效应,对人体组织造成急性或长期损伤。
参考来源:百度百科--电焊机
参考来源:百度百科--电焊机工作原理
25焊条用多大推力电流
对于2.5mm直径的焊条,牵引电流的选择需要综合考虑,考虑焊接位置、焊接材料等因素。一般来说,平焊时推荐的牵引电流范围为 50 至 80 安培。
但在立焊、横焊、仰焊等其他焊接位置,由于焊接复杂程度的增加,焊接电流应相应减小,通常比平焊小10%~20%。
具体来说,立焊的压力电流可以选择在50至70安培之间,横焊的压力电流可以选择在55至70安培之间,仰焊的电流建议控制在45至65安培之间。
这些推荐值是基于实际焊接经验,但在正式焊接前应与焊接样品确认,以选择最适合您习惯并保证焊接质量所需的焊接电流。
简而言之,轴向电流的选择对于焊接质量至关重要,必须谨慎调整以适应特定条件。