二保焊怎样调电压与电流
如何调整第二保证的焊接电流,自动调整和罚款调整。
调节焊接电流时,您需要注意适度的焊接电流,并且调整必须敏捷且稳定,以避免外部干预因素的影响。
焊接时,应适当安排焊接,焊接顺序和焊接电流,以确保焊接质量和效率。
如何调整第二座焊接机的电压电流,第二个焊接焊接的最合适的电流调节方法是该方法。
电流是可以肯定的,必须反向调整电压和电线递送速度。
如果焊丝为21.2; 将两个弹药焊接电流电压的焊接焊接成“焊接电流”,“焊接电压”大焊接深度的一定“无线 - 无线焊接深度”。
二保焊怎样调电压与电流
两个示例焊接电压和当前方法如下:
当焊接电流确定时,速度越快,是电线供应的速度,焊接深度越低。
张力的速度和电线的释放必须相反调整。
如果焊接线为21.2;
电流的大电压将位于顶部。
会有许多张力和紧张的素描。
在声音上:燃烧很强。
电流很大,但宽度也会增加。
rivt两个-pustade焊接电压和当前技术
1,首次焊接参数
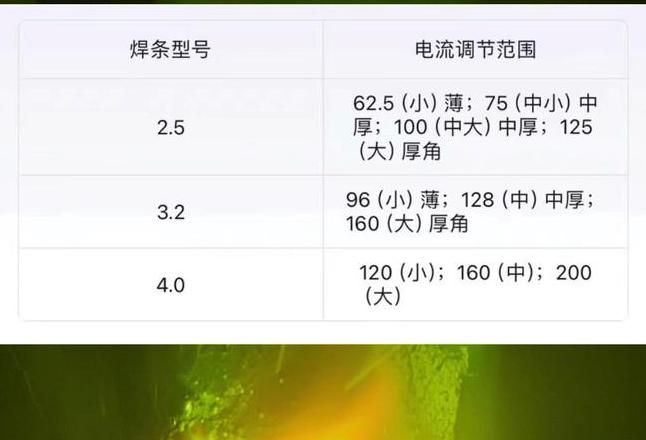
规则首先规则电线的递送速度调节焊接电压,并且必须根据焊接母体材料的厚度控制焊接电流。
将电线的速度调节到右侧(弓可以溶解电线并舒适地溶解电线)。
听声音,看到飞溅。
如果溶解非常舒适,声音很顺畅,它不会播放ping -pong and Shuptry。
2。
焊接速度
对内部焊接质量有重要影响。
过高的焊接速度将保护气体对气体的井,看起来像毛孔等缺陷,同时,相应地提高了焊接的冷却速度,从而降低了焊接金属可塑性的坚韧性。
当焊接速度太慢时,熔化箱就会变得更大并欢迎宽度。
3。
极光的角度和零件的角度
当喷嘴垂直于零件时,飞溅将非常大,拱门不稳定。
为了避免这种情况的出现,可以将喷嘴放置在10-15度(焊接位置不同,并且焊接火炬的角度不同),以确保废物形成良好并且焊接过程稳定。
二保焊电流和电压怎么调?
1.2焊丝2巨型焊接电流:110〜180安培,焊接电压:20〜23伏。如果确定电流,则必须逆转电压和电线递送速度。
如果焊丝的直径为1.2mm,则电压为18V,电线输送速率为每分钟60厘米。
大电流和小电压最高。
将有很多天妇罗带有大电压和小电流。
电流很大,熔化深度增加,但宽度增加。
第二个固化焊接属于扁平刚性特性电源的输出,并且无法焊接单个可调焊接电压。
必须在特定范围区域内焊接焊接电流。
扩展信息:焊接电流的大小取决于电线递送的速度。
电线越快,焊接电流越大。
焊接电流对焊接深度的影响最大。
当焊接电流为60〜250a时,即以短路过渡的形式进行焊接时,焊接深度通常为1 mm〜2mm,并且熔融深度大大增加。
焊接速度:单个焊接通道中的焊接接缝长度为每分钟300-500毫米,每分钟为25,000 mm/min(例如,焊接LQ605时)。