下列参数中,属于焊条电弧焊焊接过程中应控制的工艺参数有( )。
【答案】:A、B、C、E 教材P46 焊工在进行焊条电弧焊时,所执行的焊接工艺参数包括:焊接方法、焊接材料、焊接电流、焊接电压、焊接速度、电流类型、极性,焊接层数(路径)和焊接顺序。焊条电弧焊的主要工艺参数有哪些?
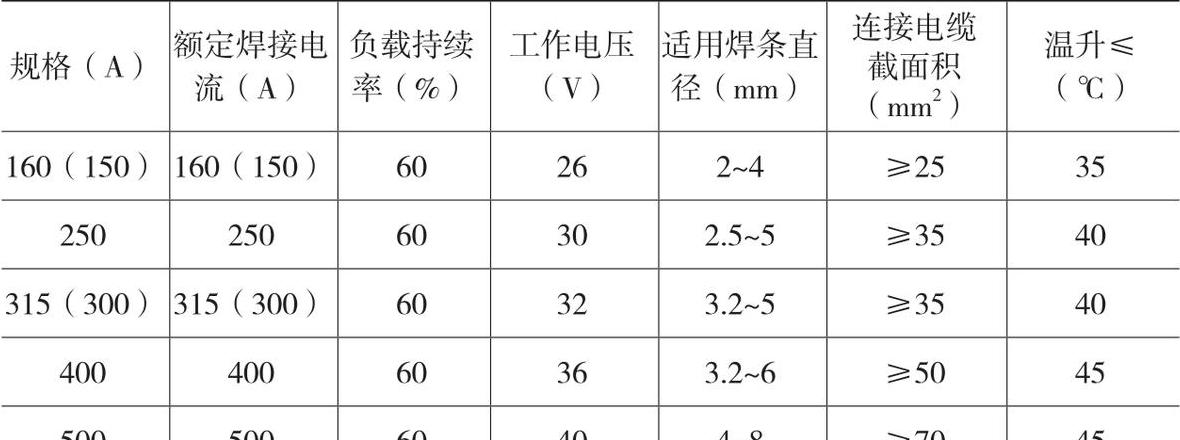
电弧焊的主要工艺参数包括以下几个方面: 1、焊条直径:选择焊条直径时,应考虑焊接厚度。一般情况下,当焊缝较厚时,应选择较大的焊条直径。
2、焊接电流:焊接电流的选择取决于焊条类型、直径和焊缝厚度等因素。
为了提高生产率,应选择尽可能大的焊接电流,且焊缝不焊透,并保证焊缝成形良好。
3、焊接电压:焊接电压的选择与电弧长度密切相关。
电弧越短,电压越低; 电弧越长,电压越大。
因此,应尽可能采用短弧焊。
4、焊接速度:焊接速度应保持适中,既要保证焊缝熔深,又要防止焊透,并保证焊缝宽度和补强符合要求。
适当提高焊接速度可以提高生产率,但这必须在保证焊接质量的框架内进行。
5、电源类型及极性:交流焊时电弧稳定性较差,直流反焊可提高电弧稳定性。
6、焊接层数:焊接层数的选择由焊缝厚度、焊条直径、坡口形状等因素决定。
一般估计公式为:n=δ/d。
焊条电弧焊的主要工艺参数有哪些?
焊条电弧焊的手工参数主要包括焊条直径、焊接电流、焊接电压、焊接速度、电源类型和极性、焊接层数等。选择这些参数时,需要考虑焊接件的厚度和其他因素。
刀具直径的选择主要取决于焊缝的厚度。
一般来说,焊接件越厚,叠层直径越大。
选择电源类型和极性,交流焊接时电弧稳定性较差。
采用直流逆变可以提高ARC的稳定性。
焊接电流的选择必须根据焊缝的类型、直径、焊接厚度等因素综合考虑。
为了提高生产率,在保证焊件未焊透、成型良好的前提下,尽量选择较大的焊接电流,并适当提高焊接速度。
焊缝层数的选择通常由焊件厚度、堆垛直径、坡度形式等因素决定。
一般估计公式为:n=Δ/d。
控制电弧电压和焊接速度是焊接过程的关键。
电弧长度与电压存在相关性:电弧越长,电压越高; 因此,焊接过程中应采用短弧焊。
焊接速度必须均匀、平均。
适当提高焊接速度可以提高生产率,但必须在保证焊缝质量的前提下进行。