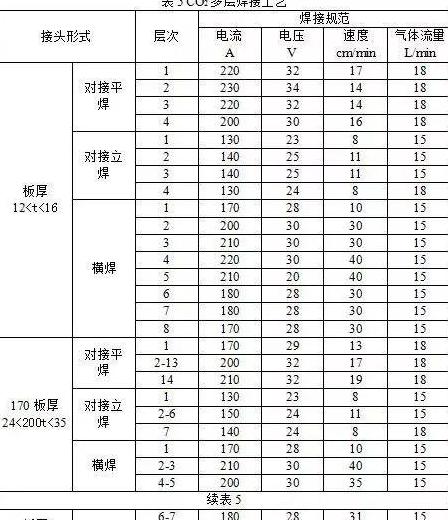
二保焊电流电压诀窍
二、保证焊接电流和电压的提示如下:
1 在电流安全的情况下,应反向调整送丝电压和速度。
如果焊丝为18V,则送丝速度为60CM/MIN 一般调整机器时只调整电压。
在一定“焊接电流”下进行焊接时,“送丝速度”越快,焊接深度越小,“焊接电压”越高,电流大电压小,焊接深度越小电压大电流小,导线会被顶起,会有很多直观的电压和匹配不合适的显示 电流:焊丝严重短路,说明电压过高。
如果触点尖端一伸出就熔化,这表明电压太高,几乎要下降了
2 垂直和水平焊缝,对接焊缝应先焊。
当同时进行角焊缝时,应先焊板材的对接焊缝,然后焊物体架的对接焊缝,最后焊所有起重“马”的物体架和板材的角焊缝。
焊接后应仔细包裹板材。
焊接。
平角焊缝焊接时,先焊短焊缝,再焊长焊缝
3. 保存时间很长,焊丝用手接触后保存
二保焊怎样调电压与电流
如何通过调节、手动控制、最后调节来调节次级电流。
调整焊锡电流时,必须注意焊锡电流的适度,控制要快速、平稳,避免外界干扰因素的影响。
通过多道焊,合理设计焊接的顺序和焊接电流,保证焊接的质量和效率。
第二焊机的电压和脉冲如何调节? 焊接电压越小,焊接深度越小; 若焊丝为φ1.2,电压为18V,送丝速度为60CM/MIN。
二、焊接电流电压提示:在一定“胶电流”下焊接时,“送丝速度”越快,焊缝深度越小,“胶”强度越大,深度越小焊缝。
随它去
二保焊怎样调电压与电流
二次焊接时调节电压和电流的方法如下。
如果焊接电流一定,送丝速度越快,焊接深度越浅,焊接电压越高。
,当焊接深度变浅时,一旦电流恒定,电压和送丝速度需要反向调节。
焊丝为Φ1.2时,电压为18V,送丝速度为60CM/MIN。
通常机器仅调节电压。
大电流和低电压会导致电线断裂。
如果电压高、电流低,就会产生大量的液滴。
关于声音:燃烧时有吱吱声。
通常,在调整机器时,仅调整电压。
低电压会导致爆裂和飞溅。
如果电压高,就会发出尖叫声。
随着电流的增加,穿透深度也会增加,但宽度也会增加。
二次保护焊接时调整电压电流的技巧
1.
首先放下钢丝。
进给率。
其次,必须根据焊接母材的厚度调整焊接电压,并控制焊接电流。
适当调整送丝速度(电弧可以熔化焊丝,熔化很舒服)。
听到声音,看到水花。
舒服地融化的时候,声音会很顺滑,不会有乒乓声,飞溅的情况也少了。
2.焊接速度
对焊缝的内外质量有重要影响。
如果焊接速度太高,气体保护不足,产生气孔等缺陷,同时焊缝冷却速度也较快,降低焊缝金属的塑性和韧性。
如果焊接速度太慢,熔池会变大,焊缝会变宽,焊缝金属组织会变粗糙,更容易因过热而烧穿。
3、喷嘴与工件之间的角度
喷嘴与工件垂直时,熔滴较大,电弧不稳定。
为避免这种情况,可将喷嘴向后倾斜10-15度(不同焊接位置,不同焊枪角度)。
这样可以保证焊缝成型良好,焊接过程稳定。