304不锈钢如何焊接
304不锈钢焊接,如果采用氩弧焊,则使用ER304不锈钢焊丝。
如果采用火焰焊接,应使用WEWELDING46焊丝进行焊接。
熔点越高,强度越高。
如果采用火焰焊或软焊,则使用WEWELDING88C焊丝和WEWELDING88C-F焊剂焊接。
熔点低,适合在不考虑强度要求的场合使用。
304是一种多功能不锈钢,广泛用于制造需要良好综合性能(耐腐蚀性和成型性)的设备和零件。
为了保持不锈钢固有的耐腐蚀性,钢中必须含有18%以上的铬和8%以上的镍。
不锈钢制品喷漆艺术处理的流程为:不锈钢制品→丝网印刷→蚀刻→碱处理→丝网印刷→氧化染色→碱处理→成品。
不锈钢制品蚀刻艺术工艺流程为:不锈钢制品→丝网印刷→蚀刻→碱处理→氧化着色→成品。
不锈钢的化学着色方法不使用颜料和染料。
相反,将不锈钢浸泡在加热的浓硫酸铬溶液中进行化学染色。
这种加工方法所使用的油墨必须具有很强的耐酸性,通常使用与加工技术相适应的特殊性能的UV硫化油墨。
扩展信息:
对于304不锈钢来说,成分中的Ni元素非常重要,它直接决定了304的耐蚀性和耐蚀性。
不锈钢的价值。
304中最重要的元素是Ni和Cr,但并不限于这两种元素。
具体要求由产品标准规定。
业内普遍的评价是,只要Ni含量大于8%,Cr含量大于18%,就可以认为是304不锈钢。
这就是为什么业界称这种不锈钢为18/8不锈钢。
事实上,相关的产品标准对304有非常明确的规定,而且这些产品标准对于不同形式的不锈钢有一些差异。
以下是一些常见的产品标准和测试。
判断一种材质是否为304不锈钢,必须满足产品标准中各项元素的要求,只要其中一项不符合要求,就不能称为304不锈钢。
304焊接如何防锈
预防304焊接和防锈的钥匙在于选择正确的焊接方法,控制焊接过程和精加工。
焊接304不锈钢时,选择正确的焊接方法至关重要。
可以使用手动弧焊接,氩弓焊接和等离子体焊接等方法,但选择应基于板材的厚度和特定需求。
例如,TIG焊接由于其高质量的特性而更适合焊接厚板。
同时,有必要确保在焊接过程中拱形稳定,焊接接缝光滑和美丽,以避免裂缝和缺陷,这会增加生锈的风险。
必须完全去除不锈钢表面上的油,氧化物和其他杂质。
这些杂质不仅会影响焊接的质量,而且也是腐蚀的起点。
清洁的表面更有可能形成致密的氧化铬膜,从而改善其抗抑制作用。
此外,选择适当的焊接材料也是防止生锈的关键。
通常,应选择相同或相似的焊接材料,例如304不锈钢,以避免金属腐蚀不平衡。
在焊接过程中,控制热供应和焊接速度同样重要。
过热会导致谷物生长,影响焊接质量并增加生锈的可能性。
因此,应检查焊接速度以避免太快或太慢,无法保持正确的温度和熔池的尺寸。
同时,对于厚板焊接,可以使用多层焊接方法,并在每一层焊接后进行适当的冷却,以减少敏化温度区域中的停留时间并降低晶间腐蚀的风险。
焊接完成后,焊接的整理也是防止生锈的重要步骤。
焊缝可以打磨和打磨,以改善表面的光滑度并降低粗糙度,从而降低了生锈的风险。
此外,还可以进行放牧和腐蚀处理,以从焊接接头中去除氧化物,并在金属表面上形成密集的氧化膜以进一步改善抗病毒。
如果允许条件,则可以将抗lust涂料匹配到抗lust焊接区域,以为焊接提供额外的保护。
简而言之,304焊接和防锈必须从许多方面开始,例如选择适当的焊接方法,控制焊接过程和完成。
通过大量使用这些措施,可以有效降低304个不锈钢焊接零件的锈蚀风险,并延长其寿命。
304手把焊好焊吗
304不锈钢缺失时,关键在横向裂纹和抗振裂纹。选择合适的焊丝材料以确保适当的质量非常重要。
当被阻挡时,可以触摸,可以指示井道或冷技术。
对于配重板,建议采用气体保护焊或手工电弧焊。
写字过程中建议使用A102电缆或电线。
重要的是304不锈钢提供优越的初始性能和良好的恢复效果。
拆除前必须将工件表面和工作台面清理干净,以免容器表面影响焊接质量。
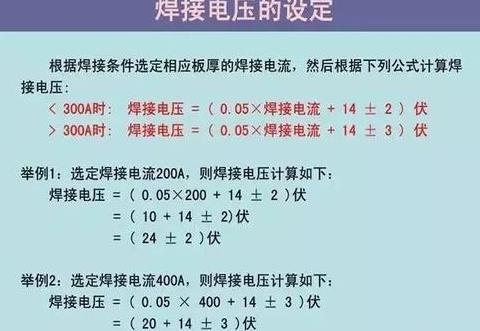
为保证焊缝处于良好状态并减少裂纹和裂纹的产生,需要采用合适的电流、电压、挡块速度等参数。
另外,完工后应及时存放,进行必要的热处理,以消除焊缝表面的应力,提高焊缝接头的性能。
304不锈钢广泛应用于许多工业领域。
遵循接线规范的准确性可以显着提高焊接接头的质量和可靠性。
因此,掌握304不锈钢的焊接技能对于从事相关行业的工人来说非常重要。
为了防止因环境条件导致质量异常下降,您到达时需要监测温度和湿度以找到304不可降解的环境。
同时,操作人员必须具有一定的水冷却量和经验,以确保调整过程顺利。
另外,焊接完成后还需进行质量检验,确保其符合相关焊接标准和要求。
总的来说,304不锈钢是一个技术资格标准,需要综合考虑才能保证防护质量。
通过遵循正确的焊接方法和工艺规范,可以有效提高焊接接头的性能,满足实际应用的需要。